
Consider the following safety and design choices for control of pneumatic systems in automated equipment.
Pneumatic safety requirements
One of the prime directives for machine builders is ensuring the safety of operators. Protecting the machine from damage and complying with regulations is also required. Machine safety must start at the design phase and be considered during all phases of development including concept, design, manufacture, build, integration, startup, testing, operation and maintenance.
The pneumatic system design should not only be safe for operators, but also protect the machine from damage. A drop in the air pressure, loss of air pressure or dumping of air pressure during an emergency stop event can cause a variety of problems. Vertical air cylinders dropping is a common problem. Losing control of a part is another. When air returns to a system, unexpected motion as the cylinder fills with air can also cause damage. These events must be considered and accounted for during the design phase.
There are many relevant standards to ensure a machine is legal, efficient and safe. A partial list includes the risk assessment process generally described in ISO 12100. Details on emergency stop requirements can be found in ISO 13850 and NFPA 79. Two standards classifying necessary safety levels are Performance Level (PL) in standard ISO 13849-1 and Safety Integrity Level (SIL) in standard IEC 62061. And finally, a good starting point for safety of machinery can be found in IEC 60204-1.
Safe-stop pneumatic functionality halts dangerous motion and prevents unexpected activation from a resting state. Safe control of pneumatics also includes releasing energy, reducing pressure and force, limiting speed, stopping or blocking motion, and moving only in a safe direction.
Much of what’s in the standards above is beyond the scope of this article. However, safe control of a machine includes use of proven components with long life expectancy. There are some basic safety norms to use during design of a machine’s pneumatic circuit, especially when it comes to application of pneumatic components.
Air preparation safety
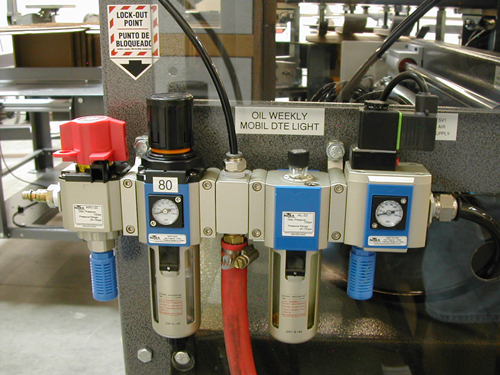
Figure 1: Many safety functions are provided in this Nitra air preparation unit from AutomationDirect including manual and lockable shut-off, filtering and electrically-operated air dump.
Pneumatic safety starts where the compressed air is connected to a machine’s air preparation unit, Figure 1. A plant air supply limited to a maximum pressure of 130 psi is suitable and safe for most pneumatic components. The air preparation unit begins with a single-point air connection to a manual shut-off relief valve, used to remove all machine or system pressure. This lockable valve eliminates confusion and ensures safety when air is shut off and locked for maintenance.
Air preparation should also include an air filter with 5- to 40-micron filter elements, a shatter-proof bowl, a metal cover and manual, semi-automatic or automatic drain. The filter will automatically remove moisture and provide protection from particulate contamination, a common cause of failure. A regulator should be used, either integral or separate from the filter, and it should be self-relieving and include a gauge. Without the self-relieving feature, turning the regulator adjustment knob to reduce machine air pressure will have no effect until air is used downstream, potentially causing an unexpected and unsafe low air pressure condition.
Downstream of the filter and regulator, all machines should include an electrically operated soft-start/dump valve. This solenoid valve removes pressure to all machine devices when an emergency stop is pressed or machine power is turned off. These conditions must remove all power and any stored energy to the machine and prevent machine movement. Unlike many other machines, press applications complicate things and require the highest level of control reliability. In these types of high-risk applications—redundant, monitored valves must be used, per the standards, to protect operators.
Both the manual shutoff and the dump valve can exhaust significant amounts of air, causing excessive noise. The use of mufflers is required to protect an operator’s hearing. These mufflers should not be flow controlling and must be plumbed to exhaust the air away from the operator’s work area. Additionally, if the air is lubricated, the exhaust must be filtered and provide a method for automatic reclassification of airline fluids into suitable containers so oil vapor isn’t exhausted to atmosphere.
Valve selection and operation
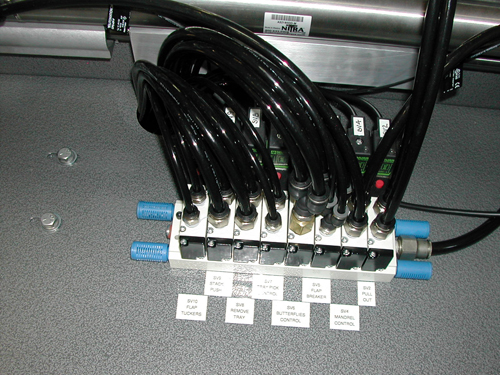
Figure 2: Directional control valves can be used to automate a variety of machine motion function, but may cause safety issues if applied incorrectly.
When an emergency stop is pressed, pneumatic solenoids are de-energized. If possible, directional control valves should revert to an exhausting state on power loss, Figure 2. This valve configuration relieves pressure when a 3-position valve returns to the center position. If center-closed valves are used, trapped air can cause a safety hazard. This trapped air, during a jam condition, can cause motion while a maintenance technician is working to release the jam. This can pinch or trap the technician and cause injury. A manual release of the trapped air should be considered in these cases.
Loss of air pressure may cause uncontrolled movement when using center-exhaust valves during an emergency stop or power-off condition, and this potential machine-damaging motion should be considered during design. Similarly, a pneumatic device may drift when power is off, or a device controlled using a two-position valve may move unexpectedly when air is reapplied, and these conditions must also be considered. The soft-start valve on the air preparation unit helps soften the blow in these situations, but movement due to reapplication of air pressure can still cause machine damage. The valve should therefore be held in place by a failsafe device, such as a spring, and/or appropriately interlocked.
Cylinder and actuator control
Cylinders and actuators that hold tooling moving in a vertical direction can present an operator-pinching hazard and can damage the machine tooling if they fall when air is released. To reduce or eliminate this safety hazard, a locking device such as a piloted check valve or a mechanical blocking feature should be used to hold the tooling in position during an emergency stop or power-off condition.
A piloted check valve, when used to hold vertical tooling in position, traps air which is always a safety concern. The check valve must therefore include a manual relief device to exhaust the stored air for maintenance purposes. It is important to clearly document and highlight these special cases in the operator’s manual and on machine warning labels.
To provide safe speed control of a cylinder or actuator, flow controls should be added to these devices if the stroke is greater than two inches. These flow controls should be meter out. The use of adjustable cushions, or even external shocks, should be used to dampen the shock at the end of stroke. These cushions can help reduce the risk of damaging the cylinder, and dampening can reduce noise to a safe level.
Flexible tubing selection and application

Figure 3: Tying down pneumatic hoses can eliminate safety hazards to an operator.
Often overlooked are hazards to personnel caused when pneumatic tubing fails, Figure 3. The fast, whipping motion of a broken, pressurized tube can cause serious injury, especially to an eye. Good integration techniques can help eliminate the hazard. Flexible tubing should be restrained or confined. Use bonded tubing when appropriate, or bundle and tie wrap tubing together as a group. Adding guarding where appropriate can reduce the hazard as well.
There are many standards to consider when designing and installing pneumatic components on a machine. Air preparation, valves and cylinders all play key roles in safe pneumatic control. Proper design and application of these and other pneumatic system components along with adherence to basic pneumatic design requirements will result in a safer machine.
AutomationDirect
automationdirect.com
Filed Under: Cylinders & Actuators, Hose & Tubing, Pneumatic Tips, Valves & Manifolds