
By David Marlowe • Owner/CEO • DMAR Technical Training and DMAR Business Centers USA
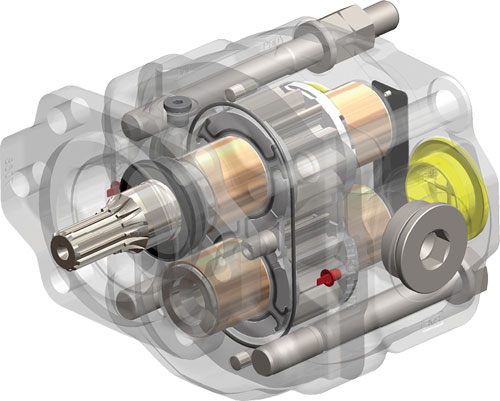
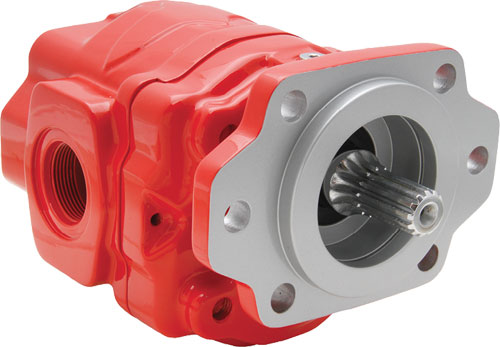
Hydraulic fixed-displacement pump images courtesy of Muncie Power Products Inc.
In my continuing series on a mechanic’s guide to a hydraulic system, we have already discussed the importance of the fluid’s viscosity, cleanliness, flow rate, cooling and reservoir level to ensure a positive head pressure (NPSHA) to the suction side of the pump. Now, it’s time to discuss the heart of the hydraulic system—the pump.
Proper selection and operation of the pump will have a major influence on the system’s overall performance, operational efficiency and operational cost.
In all pump classes, you will hear “Pumps don’t suck nor do they pump pressure.” Although pumps come in a variety of shapes and sizes with different operating mechanisms, they all do one thing—create flow by transferring mechanical energy to fluid velocity.
To understand this, we must first know that the energy comes from the motor. The motor takes electrical energy and converts it to a twisting force known as torque. There is a relationship between horsepower, speed and torque. The formula below will make it clear.
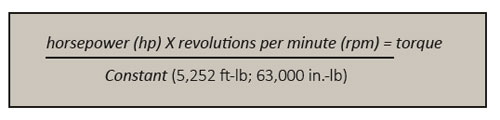
Torque is the mechanical energy that is transferred from the motor shaft to the pump shaft and then converted to velocity in the fluid.
Because the pump has a maximum speed rating, most industrial hydraulic systems use either a motor with a nominal rating of 1,200 rpm (actual 1,140 rpm) or nominal rating of 1,800 rpm (actual 1,750 rpm). On mobile hydraulic systems that use internal combustion engines, a variable drive is used to regulate the output speed. It is important that the operators do not drop below the minimum or exceed the maximum speed limit of the pump.
The pumping action of any hydraulic pump can be understood if one understands Boyle’s law:
Boyle’s law—at constant temperature for a fixed mass, the absolute pressure and the volume of a gas are inversely proportional.
 Simply stated, when the volume decreases, the pressure increases (discharge stroke). When volume increases, the pressure decreases (suction stroke).
Simply stated, when the volume decreases, the pressure increases (discharge stroke). When volume increases, the pressure decreases (suction stroke).
Where a dynamic (centrifugal) pump’s capacity (gpm) will go down as head pressure increases, a positive displacement pump delivers a constant output flow (gpm) regardless of the head pressure.
The size of a positive displacement pump is expressed in terms of the number of cubic inches displaced during one revolution of the drive shaft.
Another method of representing the size of a positive displacement pump is the nominal flow at a specific drive speed. Hydraulic pump manufacturers simply refer to these pumps sizes as 8 gpm, 10 gpm, and so on.
In theory, a pump that displaces 25 in.3/rev will deliver 25 in.3 of fluid for each revolution. In actuality, the pump output will be reduced due to internal slippage (the fluid flows from the pump’s output to the pump’s input). For a given clearance, the higher the outlet pressure, the higher the slippage.

The mechanical efficiency can be found by dividing the theoretical torque value by the actual torque required to drive the pump.

Overall efficiency includes both volumetric and mechanical efficiencies.

It is important that the operator and maintenance personnel have a thorough understanding of these values and how they relate to their system.
Multiple applications exist where fixed-displacement pumps do the job. Fixed-displacement pumps can be selected for use as long as the following conditions don’t need to be met:
• maintains system pressure on a stalled actuator
• during operation of the cycle, the actuator must be operated at
relatively low speeds
• circuit operates at varies speed ranges
• the pump is unable to unload by the circuit
It is imperative to select a pump of precise size. A fixed-displacement pump is a positive displacement type where the amount of displacement (gpm) cannot be varied, only by changing the drive speed to the pump. Since industrial hydraulic systems are usually driven by constant speed electric motors, applications of a fixed-displacement pump are limited. In the next article, I will discuss the different types of fixed-displacement pumps and their applications.
DMAR Technical Training
dmartechtraining.biz
Filed Under: Fluid Power World Magazine Articles, Pumps & Motors