

A sawmill purchased a VSD compressor to renew its compressed air system and gain savings. The equipment was installed, commissioned and was running for a number of weeks before a compressed air expert visited the site.
The first thing he did was go to the compressors and read the load and operating hours. Compressor controllers often contain valuable information that can tell us how well the compressors are running.
The expert was curious, he saw that the VSD compressor was correctly sized, the purchaser made sure that the variable range was larger than the fixed speed compressor with which it was working, however, when he looked at the operating hours he saw that the variable compressor was running mostly at full load. Looking at the fixed speed compressor he could see this compressor was running about 50% loaded, signaling inefficiency. This was unexpected, when using VSD compressor in a system, the fixed speed compressors should be either fully loaded or off, and the variable compressor should be running at part loads.
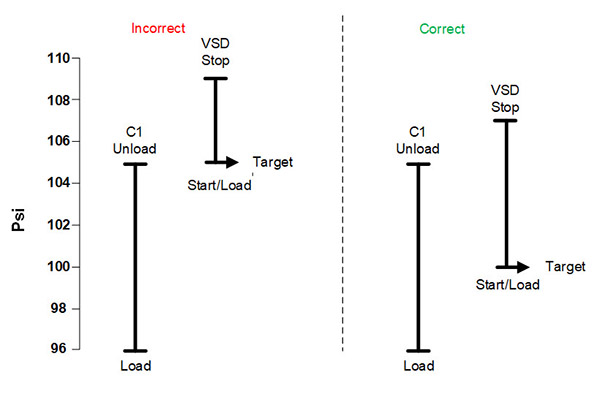
When he viewed the compressor setpoints, he could see the problem. The compressor pressure bands had been set up incorrectly. Instead of nesting the VSD target pressure within the pressure bands of the fixed speed compressor, the fixed speed compressor band had been set below the VSD target pressure, see Figure 2.
A quick change to the settings corrected the situation, and the VSD compressor became the lead compressor, as it should be.
Checking the compressor settings can pay off in reduced operating costs, in this case a few clicks on the control screen saved about $15,000 per year in energy costs and greatly reduced compressor operating hours, lowering maintenance costs.
Filed Under: Compressed Air Technologies, Pneumatic Tips