
By Jeremy Beale
A common problem in industrial hydraulics is the “high-low” cylinder application. It consists of two operating conditions. The first is a low-pressure, high-flow stage. The second is a high-pressure, low-flow stage. A typical example is the compacting cylinder used in recycling machines. As this cylinder extends, pressure slowly builds due to the elastic nature of the recycled material (such as cardboard and plastic). Pressure increases rapidly towards the end of cylinder extension, as air pockets in the material are reduced. Pressure will peak at the end of the stroke. Finally, the cylinder will retract under negligible load.
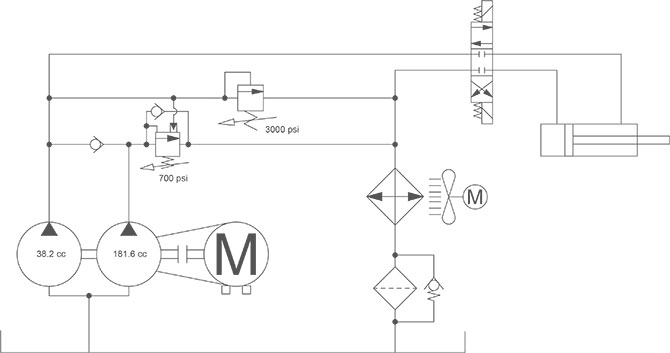
Typical valve-controlled high-low circuit
The nearby figure shows a traditional high-low circuit. There are three primary varieties of industrial high-low designs. The common objective is reduced electric motor size, relative to peak flow and pressure requirements.
a. The tandem-pump example uses a motor approximately 80% smaller than would be necessary with a single fixed-delivery pump.
b. Nearly equivalent motor downsizing can be achieved using a variable-delivery pump with a torque-limiting displacement controller. A torque-limiting pump also avoids the need for the unloading valves in a tandem pump circuit.
c. Cylinder flow regeneration is another approach to reduce peak pump flow requirements. This involves merging rod-side outlet flow together with incoming bore-side flow. However regenerative approaches only shorten extension time. Retract time is not improved.
All of these designs share a common disadvantage. Every working cycle, the cylinder’s entire volume of oil must pass twice through a directional valve. The directional valve causes energy loss and consequent heat generation. Larger directional valves can reduce throttling losses, but increase cost and footprint.
An ideal design would avoid using a directional valve, or at least minimize the flow that must pass through it.
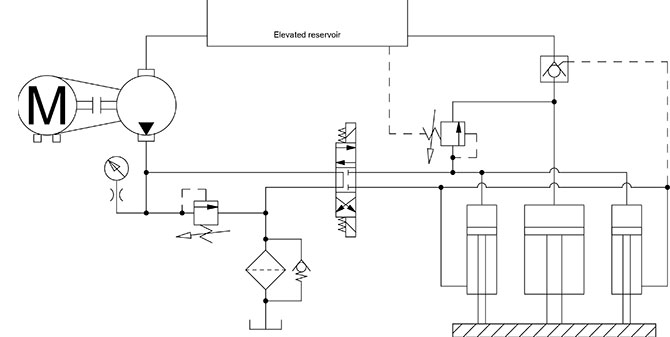
Typical pre-fill/exhaust hydraulic press
In large hydraulic presses, a pre-fill/exhaust check valve avoids this problem. An elevated reservoir creates a pressure difference between tank fluid and the primary cylinder. The pressure difference is increased when the secondary cylinders begin to extend. The secondary cylinders are mechanically coupled to the primary cylinder, so a vacuum effect is created in the primary cylinder’s bore side. Flow is drawn across the pre-fill check valve to fill the bore end.
The pre-fill/exhaust approach has obvious drawbacks.
a. A support structure is required to elevate the reservoir. Pumps, motors, valves, filters, etc. are usually assembled together with the reservoir. So the entire assembly will be elevated, increasing construction cost and complicating future maintenance efforts.
b. Secondary cylinders are needed to assist the primary cylinder. These also require a mechanical coupling to rigidly join all rods.
c. Primary cylinder speed is limited by cavitation, which can result because of flow restriction through the pre-fill check valve.
For these and other reasons, pre-fill/exhaust circuits are usually limited to large hydraulic presses, where overall press system cost outweighs the additional hydraulic cost.
Another approach towards minimizing directional valve losses is the displacement-controlled actuator (DCA) popularized by Dr. Monika Ivantysynova between 2004 and 2018 at Purdue University (previously at TU Hamburg). Displacement control varies cylinder speed by adjusting the pump’s volumetric output, typically via plate angle in axial piston pumps or via eccentricity in vane pumps or radial piston pumps.
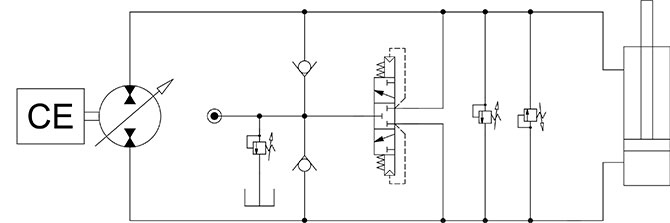
Generic displacement-controlled actuator
The DCA does not require a directional valve for flow reversal. It also allows motor downsizing in a high-low application, because displacement can be reduced as pressure increases. However there are several disadvantages of DCAs.
a. Depending on cylinder area differential, a significant portion of the flow may pass through the check valves. This is of particular concern for long-stroke industrial applications with oversized cylinder rods.
b. A secondary pressure source is required to maintain charge pressure.
c. The pump control system can be more expensive than a traditional high-low circuit’s control valves, especially at smaller displacements.
d. Primary pump size must be large enough for the maximum flow requirement of the cylinder. This fourth disadvantage is ultimately the most costly. The price of high-pressure, variable-delivery pumps increases rapidly with size.
The accompanying image shows displacement adjusted via a pump-displacement control system. A related approach is pump speed-controlled actuation, often referred to as an electro-hydraulic actuator (EHA). It is symbolically identical to the DCA, except that pump speed changes while displacement is constant. Speed control is accomplished with a variable-speed motor drive. The EHA’s disadvantages are identical to the DCA, except for two points.
a. The electric motor and motor drive become prohibitively expensive at higher power ratings. Comparatively, a pump’s displacement control system is a relatively fixed cost for any size pump.
b. Flow response time becomes dramatically slower as the size of an EHA’s motor increases. The same is not true for a DCA or for valve-controlled systems.
Both methods of control (DCA and EHA) are relatively new in industrial hydraulics, compared to their valve-controlled counterparts. By contrast, DCA use in mobile hydraulics is well-established and EHA use for mobile applications is a topic of current research by various groups including Dr. Tatiana Minav at Tampere University and Dr. Andrea Vacca at Purdue University.
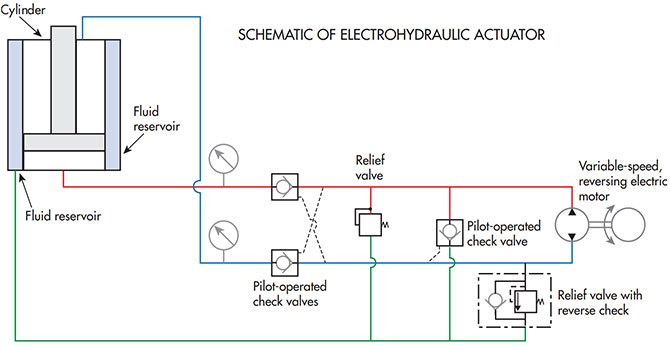
Kytronics uses servo-drives to control small industrial EHAs.
EHA use in industrial applications is less common, although many designs already use variable frequency drives to reduce the speed of traditional induction motors during idle cycles or other low-flow conditions. Recently, servo-drives have been used to control small industrial EHAs. In one example by Kyntronics, the design avoids the need for a charge pump system by using a pressurized reservoir built around the exterior of the cylinder.
In general, both approaches (displacement control and speed control) represent an energy-savings improvement over valve-controlled systems. Valve-based controls generate high throttling losses due to pressure drop across their metering surfaces. However there are some applications where losses in non-valve controlled systems (DCA/EHA) can become excessive, particularly in high-low industrial systems. Positive displacement pumps are most efficient near their maximum displacement, speed and pressure. If a variable piston pump is operated at low displacement, low speed, or low pressure, efficiency will generally be poor.
Due to efficiency and cost limitations, pump-controlled actuators are not practical when operating far below maximum speed/displacement/pressure. This principle is well-known throughout industry. The commonplace “high-low” tandem pump circuit was designed to address this problem. Tandem units typically combine a low-pressure gear/vane pump with a high-pressure piston pump to avoid using a single, much larger piston pump for both pressures. The gear/vane pump is more economical for low-pressure conditions.
Ultimately the choice of system architecture depends on many factors. The disadvantages of valve-controlled systems are throttling losses, more overall components, manifold configuration, complex troubleshooting, sensitivity to contamination, and physical space required. Their advantages include passive load holding, fast response time, flexible architectures (for example, flow regeneration), and low cost at small size. The pros and cons of typical DCAs and EHAs have been discussed previously.
This blog is the first part in a series based on a white paper — Design Concepts for Power-Limiting Open-Circuit Architectures — which is available for download here. In the next installment of this hydraulic-design series, we will consider three architectures which incorporate concepts from the existing types of control.
Jeremy Beale is a hydraulic applications engineer at Tec-Hackett, Inc. He holds a BSME from University of Kentucky and an MSME degree from Purdue University, where he studied hydraulic pumps and motors at the Maha Fluid Power lab. He can be reached at jeremyb@tec-hackett.com.
Filed Under: News, Pumps & Motors, Valves & Manifolds