
Hydrodynamic torque transmission of fluid couplings protects belts, motors and drives.
Contributed by Kyle Kluttz, Director of Mining and Minerals Div., Voith Turbo, York, Pennsylvania

Hydrodynamic fluid couplings protect large conveyors from torque overloads and torsional shocks.
Conveyors used in surface and underground mines, mineral-processing facilities, harbors and ports routinely move hundreds if not thousands of tons per day. The growing worldwide demand for natural resources has manufacturers upping the limit on belt-conveying capacity, resulting in larger and longer designs that require more powerful drives. That brings with it higher loads and possibly heavier wear. These higher-capacity conveyors are often designed with reduced safety margins on the belt which requires greater drive system control to ensure maximum availability and reduce any unexpected downtime.
Hydrodynamic fluid couplings actively cushion motors, belts and gear reducers in such systems from torque overloads and torsional shock. They maximize power transmission and steplessly control torque, acceleration and operating speed. In addition, they “slip” when loaded beyond maximum capacity and effectively protect the driveline from harm.
Perhaps no single element contributes more to smooth belt-conveyor operation than a fluid coupling. Rugged, robust and compact couplings, such as those from Voith Turbo, work dependably and ensure safe and reliable performance, even under the toughest environmental conditions.
Hydrodynamic basics
Hydrodynamic couplings transmit mechanical power from a primary driver—usually an electric motor or combustion engine—to a driven machine like a gearbox or conveyor. Two bladed wheels, a centrifugal pump (connected to the motor) and a turbine (connected to the output), are positioned face-to-face inside a metal housing. Rotating fluid flow from the pump deflects through the respective vaned wheels, turns the turbine and generates torque.
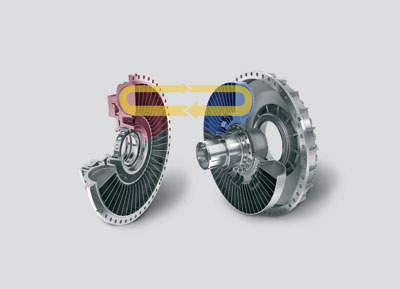
Key components of a fluid coupling are a centrifugal pump and a turbine wheel positioned face-to-face inside a metal housing. Rotating fluid flow generates torque.
Unlike in shafts and gears, hydrodynamic power transmission is indirect. The pump converts mechanical energy to kinetic energy as fluid flow; and the turbine reconverts fluid energy to mechanical energy and torque. Power transfers without physical contact between pump and turbine and, thus, with virtually no wear. Only the requisite antifriction bearings and seals are subject to normal wear.
The fluid itself is also an important design element in a hydrodynamic coupling. Density and viscosity are of prime importance as engineers strive to minimize fluid friction and maximize power transmission and efficiency. Other fluid-related considerations include heat-transfer capacity, lubrication properties for bearings, and material compatibility of the seals.
Fluid couplings typically use mineral-oil based hydraulic (HLP) fluids with ISO VG 32 viscosity. In special cases, such as at low temperatures, users can adjust viscosity as recommended by the coupling manufacturer.
Mineral oil may not be an option in underground mines, hazardous locations and environmentally sensitive sites. As alternatives, water or water-oil emulsions (HFA fluids) are often used, although limited temperature range and cavitation tendency can limit the power rating of a coupling. In contrast, water-free, flame-resistant synthetic fluids (HFD-U) and biodegradable fluids based on synthetic esters often do not require significant design changes.
Constant fill versus fill control
The two general types of hydrodynamic couplings are constant-fill and fill-controlled.
The belt is often the most expensive part of a conveyor system. Couplings protect that investment through smooth, dependable operation that eliminates mechanical shocks in the drive chain.
Constant-fill couplings are self-contained, surface-cooled units primarily used to limit start-up torque, maximum torque and torsional vibration in the drive chain. As the name implies, they hold a pre-set amount of fluid. They are filled before commissioning; the ratio of fluid volume to the overall volume of the coupling (called the fill level) affects output. Manually adding or removing fluid (when stopped) changes operating characteristics.
Various versions are mainly differentiated by their internal volumetric chambers, and the means by which they automatically meter filling and emptying to influence start-up behavior. They generally don’t need external controls and provide seamless, trouble-free performance.
Application requirements determine the specific design, torque and power capacity. For example, Voith’s smaller TV models provide moderate start-up time, smooth torque build-up, and limit start-up torque to 160% of nominal load. The TV is well matched with short horizontal or steeply rising conveyors in a straight layout, and is mainly used with low-powered belt drives. It’s suited for speeds from 900 to 1,800 rpm and 37 to 1,000 kW power levels. Other constant-fill models such as Voith’s TVV and TVVS further limit the maximum acceleration torque to as low as 140% of demand.
Fill-controlled couplings are advanced drive-system components that provide higher power-transmission capacity with precisely controlled torque—reducing wear and tear on belt conveyors and the entire driveline. They include an external fluid circuit. A fill pump delivers fluid from a reservoir to the coupling, and inlet and outlet valves control supply.
In any coupling, power transmission is proportional to the fill level in the working circuit. Fill-controlled couplings are usually empty when the motor starts. Inlet flow raises fill level in the working chamber and, in turn, torque-transmission capability. The unit’s controller can vary the fill level between full and empty, and continuously adjust transmission behavior to maintain precise operation.
The external fluid circuit can also include a heat exchanger to aid cooling. This increases thermal capacity, allowing longer acceleration times and more frequent start-ups with high loads—enhancing overall productivity and equipment reliability.
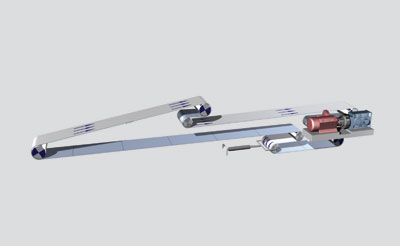
Fill-controlled couplings such as the TurboBelt 780 TPXL are designed to work with the longest conveyors; conveyors with curves or complex layouts; heavy-duty, high-inertia systems; and those with frequent and demanding start-up conditions. The coupling provides smooth acceleration under heavy belt loads with easy-to-use controls, and a compact design lets it connect directly to 6- and 8-pole motors. It’s optimized for operation at 900 to 1,200 rpm and is rated from 700 to 1,900 kW.
Benefits and advantages
The belt is often the most expensive part of a conveyor system, and couplings must protect that investment through smooth, dependable operation. As mentioned above, hydrodynamic couplings by design transfer power with negligible wear and eliminate mechanical shocks in the drive chain. Here are some additional advantages over other power-transmission methods.
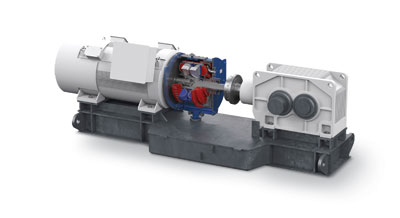
Hydrodynamic couplings transmit mechanical power from an electric motor to a gearbox with virtually no wear.
Load-free motor run up. Asynchronous (induction) electric motors are widely used, particularly in stationary drives like conveyors. However, a disadvantage of such motors is high starting current, which can easily be five times the rated current. High starting current causes a drop in voltage and motor torque and, particularly in weak power systems, could strain the electric grid or cause the power supply to fail.
A fluid coupling in the drive chain significantly relieves motor loads during run up, so the motor quickly moves through the high-current range and minimizes the effects of voltage drop on the drive system. It also permits the use of cost-effective standard motors that don’t need to be oversized.
Fill-control couplings completely decouple the motor and driven machine, so conveyor start-up is independent of motor run-up. The coupling remains empty until the motor powers up, then slowly fills and increases torque. In combination with electronic controls, the coupling gradually applies tension to the belt and effectively avoids shock and vibration. When filled, the coupling operates with efficiency of up to 98.5% and automatically compensates for small torque and load variations.
Load sharing. Many belt-conveyor systems rely on multi-motor drives. Fluid couplings enable sequential start-up of the motors—avoiding simultaneous current peaks and helping protect the power grid. Fill-controlled couplings remain empty until all motors are activated, so torque builds-up gradually and tensile force on the belt is applied gently in a controlled manner.
Torque can be held within tight limits, depending on the load. Voith fluid couplings also provide active load sharing, which protects individual motors from overload and manages different load situations for various types of drives.
Torque limiting. A coupling limits maximum torque in the drive train in relation to speed. This provides overload protection and longer life, and drive-system components do not need to be oversized to handle the higher torque for break-away conditions to accelerate the belt.
Inherent damping. Another advantage of this method of power transmission is the effect on uneven torque conditions. The couplings significantly dampen low-frequency torque fluctuations, and higher-frequency variations barely transfer at all. They improve dynamic characteristics of the drive and protect all system components. Torsional frequency issues in the drive train are virtually eliminated when a fluid coupling is part of the drive system.
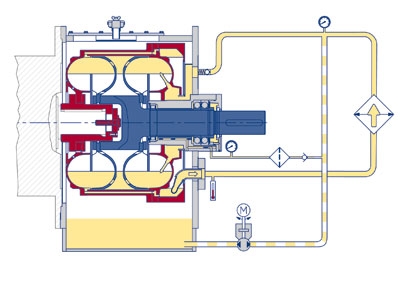
Fill-controlled couplings are advanced drive-system components that provide high power-transmission capacity with precisely controlled torque. A fill pump delivers fluid from a reservoir to the coupling, and inlet and outlet valves control supply. The unit’s controller can vary the fill level between full and empty, and continuously adjust transmission behavior to maintain precise operation.
Low maintenance. As noted, fluid separates the input and output sides of a coupling, so pump and turbine see little wear and require minimal maintenance. In addition, the robust units are designed and built to be unaffected by environmental influences. They run reliably even in harsh operating conditions. The result is high system availability, greater productivity and less downtime.
Safe operation. Voith fluid couplings meet specifications for demanding underground belt conveyors. They use water as a safe, non-flammable operating medium and are specifically designed for use in explosive environments. The couplings have earned all the relevant certifications for underground mining, such as ATEX, MA, and MSHA approvals.
Selection considerations
Reputable manufacturers offer a wide range of fluid couplings suited to many different applications. Voith, for instance, offers a broad portfolio of couplings for belt conveyors in power levels from 37 to 4,000 kW.
To determine the right coupling for an application, experts say it’s important to know the total system inertia—not merely the power level. The result will be a better-engineered belt drive that costs less and improves efficiency.
Voith engineers typically evaluate parameters such as conveyor layout, conveyor length, conveyor inertia, frequency of starts, adaptation of start-up torque to load conditions, torque limitations, start-up time, and effective power of a conveyor or motor to select the best fluid coupling for a drive. And today, computer-aided engineering tools are an indispensable part of the process.
Voith TurboSim, for example, is a software simulation package used to analyze belt-conveyor drivelines with hydrodynamic couplings. In particular, TurboSim lets engineers simulate the start-up behavior of belt conveyors under various ambient conditions and loading scenarios. This enables more precise computer-aided coupling selection, provides greater planning safety, reduces operating risks and helps determine output reserves.
During simulation, a key element is verifying thermal performance of a coupling under different loads, as well as with nominal operation or frequent start-ups. TurboSim can analyze a range of ambient conditions (temperature as well as elevation) and interactions with motors and other components. Based on these calculations, the software can generate start-up curves that can be used to optimize other conveyor parameters, such as belt quality and tension settings. Overall conveyor performance can also be analyzed based on different load and operating conditions. The result is a more accurate, data-driven method for determining which drive system will perform best.
TurboSim is a powerful tool that helps project managers reduce uncertainties and risks, ensuring timely commissioning, high availability and greater productivity, as well as helping identify possible areas for cost optimization.
Raising the bar on coupling performance
Among the newest models designed for equipment like large mining conveyors, Voith Turbo recently introduced its TurboBelt 500 TPXL fluid coupling. The fill-controlled coupling reportedly combines the advantages of proven hydrodynamic-drive principles with advanced control technology. It’s built to handle heavy and varying loads and steplessly adjust transmitted torque and operating speed.
The TurboBelt 500 TPXL is a fill-controlled coupling rated for speeds of 1,200 to 1,800 rpm and a power range of 250 to 600 kW.
The TPXL’s electronic control system can adapt the coupling’s output torque exactly to conveyor start-up conditions. It permits run-up times that can last several minutes, reduces tensile forces on belts and minimizes current peaks when motors switch on. These couplings allow the use of low-cost electrical soft-starters which can reduce the in-rush current of the motor by 50% for installations with a weak grid.
In operation, users need only transmit the belt’s required torque and basic start-up parameters, and the control unit automatically calculates the optimum fill quantity and immediately fills or drains the working circuit accordingly. Equipped with a self-learning function, it simultaneously stores all relevant operational data to match control behavior with actual operations, based on the respective load and previous empirical values.
In addition, the controller, pump and oil-supply unit are designed to work as a single subsystem that offers the capability for predictive, requirement-oriented maintenance of the coupling. The controller monitors temperature, pressure and speed sensors on the coupling and provides relevant diagnostic information, such as the condition of the oil filter. Remote access capabilities are available.
Another significant enhancement is that Voith engineers have considerably increased the power density of the new coupling, due to a redesign of the vanes on the TPXL pump and turbine wheels. Combining years of experience with CFD simulations resulted in a design that deepens vane profiles and channels more operating media into the working circuit of the coupling, which maximizes torque transmitted between the wheels for a given size.
The fluid coupling now transmits twice the power of previous designs without any increase in installation space. That means the TurboBelt 500 TPXL only requires half the volume to transfer the same torque, doubling the power density compared to similar, conventional couplings. As a result, it’s more compact and the overall footprint is smaller, letting it transmit more power at a lower cost.
In parallel with the controller, the unit is also equipped with fieldbus capabilities. That lays the foundation for future networked-mining applications that encompass the entire extraction process, and is intended to increase conveyor performance, productivity and worker safety.
The 500 TPXL is rated for speeds of 1,200 to 1,800 rpm and a power range of 250 to 600 kW. As a self-contained system, the coupling permits quick and straightforward installation to avoid long production interruptions.
Voith Turbo
voith.com
Filed Under: Fittings, Couplings & Adapters, Fluid Power World Magazine Articles, Slider