
A new line of hydraulic fluid additives and treatments that eliminates varnish improves system response and extends equipment life.
Contributed by Betsy Butke, Technology Manager, Industrial Products, The Lubrizol Corporation
Image courtesy of istockphoto.com
It’s a tough world for today’s hydraulic oils. Systems are getting smaller, and oil reservoirs are often built to fit the available space and not optimized in size or shape, or to promote heat dissipation. Fluid residence times in reservoirs have gotten shorter, too, thanks to flow rates that are higher relative to oil volumes. That leaves little time for degassing and foam dissipation.
In addition, hydraulic systems are being designed with higher power densities. Pressures have generally increased and oil temperatures have crept higher—in some cases with transients above 130° C. All of these factors can strain the fluid and negatively impact equipment performance.
Fluid-related issues
Manufacturers of both off-road and stationary machinery recognize that these factors are contributing to more frequent hydraulic-related problems. Lubrizol surveyed a diverse range of OEM engineers, maintenance supervisors and users of in-plant and mobile equipment about concerns regarding their hydraulic fluids and the impact on productivity.
Key issues, said many respondents, involve valve-related problems that compromise performance, including delayed system response, pressure losses that hurt efficiency and slower cycle times that decrease throughput.
A consensus agreed the market would benefit from hydraulic fluids that last longer, improve system response, reduce downtime, increase productivity, minimize the need for valve replacement and extend equipment life—all which positively affect the bottom line.
The good news: the right hydraulic fluid paired with a new generation of fluid additives and treatments can do just that.
Attacking varnish
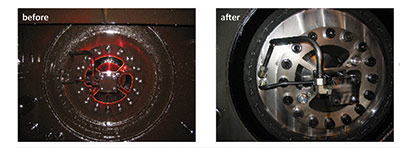
A before-and-after comparison of the internal surfaces in an injection molding machine shows the dramatic effects of varnish removal technology.
Oil-related problems in hydraulic machinery are often caused by water and dirt in the fluid that lead to wear and corrosion. But many of the above-mentioned performance problems are due to another cause: varnish that accumulates on control valves, restricts filters and fouls reservoirs and other internal parts.
Varnish appears not only in older machines that see poor maintenance, it can plague even well-maintained machines using relatively new oil. And in hydraulic systems, few failure modes disrupt operations as quickly as a varnish-coated control valve that suddenly seizes.
Varnish results from oxidation of the oil as well as degradation of additives—sacrificial compounds designed to protect the base oil. The reaction products are generally insoluble in oil and tend to precipitate onto cooler surfaces, like reservoir walls, and onto valves and other working parts, especially when equipment shuts down overnight or on weekends. When the system restarts, varnish doesn’t resolubilize to any great extent.
Highly aerated oils and those contaminated with water are more susceptible to oxidation, as are those used in high-pressure, high-duty equipment such as injection-molding machines, machine tools, and excavators.
Varnish deposits on hydraulic system components can lead to serious problems, such as:
- Sluggish operation, as increased friction and stiction in spools and sleeves cause valves to stick or seize.
- Restricted oil flow and clogging of small orifices, valves, strainers, and filters.
- Reduced bearing clearances that limit lubrication.
- The ability to capture hard, abrasive contaminants that accelerate wear.
- Acting as an insulator, restricting heat transfer from reservoirs and heat exchangers and raising operating temperatures.
All of these issues can affect performance and efficiency. The cycle time to manufacture a part or move an implement increases, lowering productivity. Valves and filters must be replaced more often. Maintenance costs rise and equipment life suffers.
Cleaner and mitigator
Fluids containing varnish-mitigating additives offer good wear protection. The Eaton pump test permits no more than 90 milligrams of weight loss for the cam ring and vanes after 50 hours of vane-pump operation. The Lubrizol chemistry after 1,000 hours of testing showed only about 43 milligrams weight loss, markedly exceeding OEM requirements.
Maintenance technicians are generally aware of the inherent problems of varnish build-up. At the same time, plant and fleet managers are reluctant to remove equipment from service for costly and intensive manual cleaning that can take days.
Lubrizol has developed a two-part fluid technology that addresses just these concerns. First is a system cleaner that quickly and simply removes varnish with minimal disruption to production operations, doesn’t require manual scrubbing or hazardous solvents, and restores existing hydraulic systems to near-new conditions. And second, is a hydraulic fluid additive package that prevents varnish from depositing on valves and reservoir walls, and thus maintains a high level of system cleanliness in new and existing machines.

Valve spools removed from a plastic injection molder had a CRC rating of 3.08 before being subjected to the varnish cleaning technology and 9.1 after, indicating a dramatic improvement in system cleanliness.
System cleaner. The system cleaner is suitable for mineral-oil-based systems. It works in concentrations of 20% or less by volume and cleans a circuit while the equipment operates, with minimal interruption to production. In essence, one simply shuts down a machine, removes a portion of the hydraulic fluid, replaces it with an equal volume of the liquid cleaner, and then returns the machine to normal service.
The cleaner is a surfactant-like agent designed to attack varnish coatings. It resolubilizes varnish deposits throughout a system, and holds the contaminants in suspension where they are captured in filters. The cleaner doesn’t affect underlying metals, plastics and elastomers that make up a typical hydraulic system, and is compatible with common seal materials.
The cleaning cycle takes 48 hours or less. Then the machine is again shut down, all the fluid is drained, the system flushed, and filters replaced.
The goal was to develop a cleaner that works while equipment runs normally, without affecting operations. It significantly reduces downtime versus manual disassembly and scrubbing of components and reservoirs. And the process eliminates hazardous solvent cleaners that pose health and safety concerns.
The product can also be used as a static bath cleaner. Submerged parts, like valve spools, will appear varnish-free within one or two days.
Varnish mitigator. After the circuit is clean, the system is refilled with hydraulic oil that contains Lubrizol’s varnish-mitigating additive package. While all reputable hydraulic fluids commonly contain oxidation inhibitors, the Lubrizol product differs in that it keeps varnish precursors suspended and prevents them from forming deposits on system surfaces.
Oxidation reactions in hydraulic fluid form polar molecules that have poor solubility in the non-polar oil and thus are attracted to one another. They combine to form larger particles that ultimately fall out of solution and deposit on hard surfaces. The Lubrizol additive, in contrast, keeps those tiny particles suspended without plugging filters or affecting operations.
The varnish-preventing action lasts for years and typically outlasts the life of the base oil. In addition, the balanced formulation also provides excellent wear protection to extend component life, outstanding filtration performance in the presence of water, and excellent rust and corrosion protection.

A varnish-coated pencil filter (left) was soaked in a bath of varnish cleaning fluid, with obvious results after 5 days.
Lab validation
Laboratory validation of the varnish-mitigating fluid confirms that the chemistry is suitable for API Group I and Group II hydrocarbon base oils. It has high oxidation resistance to protect components, and excellent thermal stability, which helps minimize the formation of varnish and decrease downtime. In ASTM D943 (TOST) tests, which measure a fluid’s resistance to oxidation, ratings for Group I fluids ranged from 3,000 to 5,440 hr, and for Group II 6,200 to 7,700 hr.
We performed extended-duration Eaton 35VQ-25 vane pump tests to produce varnishing conditions and to confirm the benefits of the cleaner and mitigator technology. Tests were run under relatively severe conditions: fluid temperature at 93° C (200° F) and pressure at 207 bar (3,000 psi) with an oil volume of 197 l (52 gal) and flow rate of 144 l/min (38 gpm). These are the same operating conditions as are used in the standard Eaton 35VQ-25 vane pump test.
We tested many conventional hydraulic oils (without varnish-mitigating additives) and, with both zinc-based and ashless fluids, varnish deposits began to form at about 500 hr and were significant and hard to remove after 1,000 hr. In contrast, tests of fluids containing the mitigating system maintained completely clean, varnish-free components and reservoirs after 1,000 hr of testing.
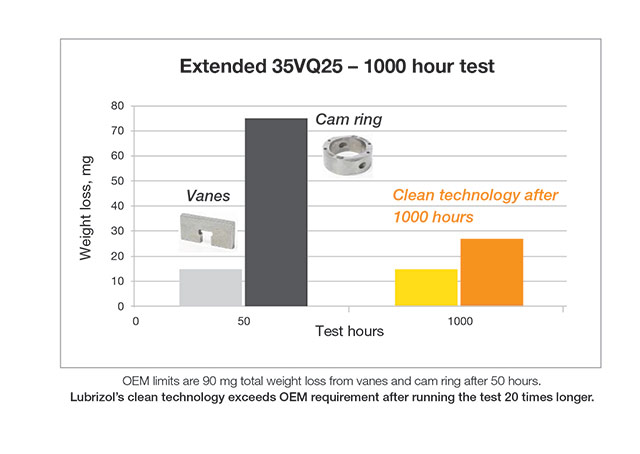
Fluids containing the varnish-mitigating additive also offer good wear protection. The Eaton standard permits no more than 90 milligrams of weight loss for the cam ring and vanes after 50 hr of vane-pump operation. The Lubrizol chemistry, after 1,000 hr of testing—20 times longer—showed only about 43 milligrams weight loss, markedly exceeding OEM requirements. It provides sustained antiwear protection, and has Parker Hannifin, Eaton and Cincinnati Machine approvals, as well as meeting numerous other specifications.
For the cleaner, in one of many tests, we first circulated a standard zinc-based hydraulic fluid for 1,000 hr in the vane pump test and then removed and examined a valve spool prior to cleaning. Deposits were gaged based on the Coordinated Research Council (CRC) carbon varnish rating scale, where 10 denotes a clean part and 0 indicates a part completely covered with heavy deposits. The spool had a carbon varnish rating of 5.5; not terrible, but certainly showing significant deposits.
We then installed the valve in a T fixture with one inlet and two outlets, and circulated the varnish-cleaning fluid across the spool. After just 1 hour of circulation, it was nearly varnish-free except for one small area. After 3 hours, the small deposit had dissolved and at 7 hours, the test ended. The spool was again checked on the CRC scale and was rated 9.5 and appeared almost completely clean.
Proven benefits
Lubrizol’s clean technology offers proven benefits for hydraulic-equipment users. It removes varnish build-up and sludge that decrease productivity, helps eliminate valve sticking due to the presence of varnish, minimizes the need to replace valves, reduces the frequency of filter changes, and extends fluid life.
The two-part cleaner/additive system is not sold as an off-the-shelf product, but is blended in partnership with major oil refiners and independent lubricant manufacturers and is available from numerous suppliers.
The system lets equipment users maintain clean performance that increases productivity, thanks to shorter cycle times and less downtime. It is suitable for most any machine’s hydraulic system, where a little investment can pay off quite a lot.
Real-world results

One field test compared conventional hydraulic fluid and varnish cleaning/mitigating system side-by-side in 700-ton co-injection machines.
Lab validations are great, but how well does the varnish cleaning/mitigating system actually work in the field? To answer that question, we conducted a number of demonstrations at various manufacturing locations to confirm effectiveness under real-world conditions.
One test site involved a high-volume manufacturer of plastic parts, where we compared Lubrizol’s technology against conventional hydraulic fluid side-by-side in 700-ton Cincinnati Milacron co-injection machines that had been running nearly non-stop for several years.
As a baseline, we tracked operating data, including the time required to make a part. We removed selected valves and plugs, rated them on the CRC scale, and then reinstalled them. We visually inspected the reservoir, strainers, and other readily accessible components, and periodically collected oil samples for analysis.
In the cleaning trial, we replaced a portion of the working fluid with a like volume of cleaning fluid, and then restarted the machine and continued to make parts. No manual scrubbing was involved. At the end of the cleaning cycle—about two days—we re-examined the same areas.
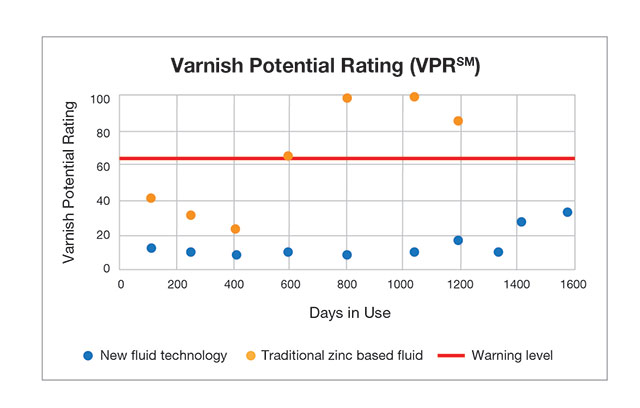
Condition monitoring results in the plastic injection molding application showed Varnish Potential Rating of the traditional fluid reached warning levels in less than two years, while fluid using the varnish-mitigating technology remained well below the critical level when the test was halted at 1,600 days.
One valve spool, for example, had a CRC rating of 3.08 before being subjected to the cleaning technology and 9.1 after, a dramatic improvement that indicates a significant cleanup of the entire system. The change in the tank was equally dramatic, from severely coated to nearly as-new.
Next, we drained and flushed the system, replaced the filters, and added new oil to two machines. The first used a standard, zinc-based ISO VG 46 hydraulic fluid containing a conventional additive package; the second machine was filled with Lubrizol’s varnish-mitigating fluid technology, blended in the same base oil. We operated for one day, pulled initial oil samples, and then afterwards sampled the oil about twice a year.
Fluid conditions were monitored for several years. Among the various tests run, kinematic viscosity (ASTM D445), change in acid number (ASTM D974) and pentane insolubles (ASTM D893) remained within acceptable limits.
However, Varnish Potential Rating of the traditional fluid reached warning levels in less than two years and exceeded the limit afterward. This particular test, performed by Analysts Inc., filtered a controlled fluid sample through a patch to measure deposits. It rates varnish potential on a 0 (no varnish) to 100 scale.
The VPR of the standard fluid initially dropped, then climbed to 65 (the warning level) at 600 days of operation and reached 100 at 800 days. This indicated a significant quantity of insolubles had been generated throughout the system. The traditional fluid was badly spent and needed replacement after 1,200 days.
The new technology, in contrast, remained well below this critical level, approaching a VPR of 40 when the test was halted at 1,600 days.
Actual operations confirmed the analytical data. Varnish coatings cause valves to stick and slow, and that was reflected in production rates. The machines in this plant operate 24 hours a day, 7 days a week. Before the trial, cycle time to make a part was 117 seconds. After the cleanup and with the new varnish-mitigating fluid, cycle time fell to 115 seconds.
Two seconds doesn’t seem like a huge difference, but it quickly adds up. At 115 seconds the machine produces 751 parts a day; at 117 seconds it’s 738, or 13 fewer parts per day. Over the course of a year, the machine with the varnish mitigation technology will make about 4,700 more parts, in this case at $3.00 per part profit. For one machine, that is over $14,000/year. In a typical plant running 50 machines, that amounts to $700,000 additional profit just for cleaning and running on a better fluid.
Lubrizol
www.lubrizol.com
Filed Under: Sealing & Contamination Control Tips