The history of labor unions dates to the late 1800s when employees worked in often wretched conditions with little or no regard paid by employers for safety, fair wages and reasonable workaday hours. It’s hard to argue the level of productivity achieved prior to the amelioration of unions, and some would wager the great railroads would yet to be completed had the laborers not worked the dangerous conditions they did. Many lives were lost before unions strong-armed employers and lobbied the government to ensure conditions were safe and in a well-paid, 8-hour day.

Safety is critical when operating hydraulic machinery, particularly with heavy weight presses that can easily cause a person harm.
Everyone owes the high standard of living we experience today to the first couple-hundred-years of rapid industrialization and progress which was, for the most part, unimpeded by regulation. However, that same high standard of living is also owed to labor unions, which for the past century have given us the high-pay, safe jobs and the reasonable hours we experience today. Whether labor unions have relevance or not in 21st Century North America, I won’t side either way, but I’m happy manufacturing in the industrial environment is now quite safe.
I’ll be the first to admit the hydraulic industry isn’t nearly as regulated as its mechanical and electrical engineering counterparts. Those who care about safety in the electrical industrial environment, for example, successfully lobbied to ensure a minimum level of education was combined with equal parts law and industry regulation to keep workplace electrical mishaps to a minimum. Because electrical equipment proliferates commercial and residential environments, it makes sense to ensure incompetence and poor ethics don’t lead to civilian harm.
The hydraulic industry isn’t without regulations and rules regarding safety, however. There are some regulatory bodies, such as the NFPA, IFPS, Hydraulics Safety Authority and the CSA. These groups are associations, however, and have little ability to create binding statutes. However, some like the CSA, require engineer approval prior to your hydraulic machine start-up because they’re given authority to regulate standards and certifications in various jurisdictions. Their authority is much like the TSSA, and although they regulate mostly electrical components and systems, they’re one of the only North American associations controlling fluid power with government backing.
Begin with common sense and simple safety mechanisms
Regardless of when, where or by whom, industrial hydraulic safety is important, and should be executed properly at all costs. The best practices spelled out by any given authority or association, regardless of region, were created for a purpose, and that’s to ensure when you show up for work in the morning, you also go home at the end of the day (with all your appendages).
So what techniques are employed to safeguard a twenty count on your fingers and toes? Before I get into the specifics of circuit design or component selection specific to industrial hydraulics, let’s cover the (hopefully) obvious universal measures first. If something is moving and is strong enough to hurt you, stay out of the way. It’s an obvious command, but not always heeded. People get comfortable with the machine they’ve been operating for years, especially if they work in rhythm and time with the machine cycles. But complacency is dangerous, and that’s when people get hurt.
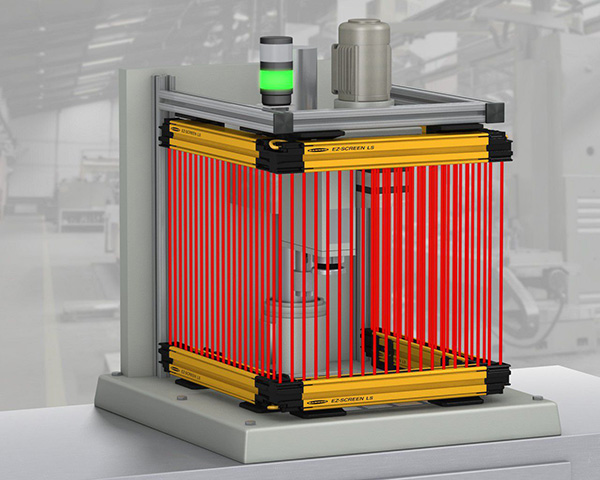
Light curtains should be mounted where any hand or arm that crosses their path will fault the machine into safe mode. The safe mode then shuts down the machine, and also prevents further movement of the press, platen or robot. Image courtesy of Banner Engineering
Another measure for industrial hydraulic safety — which should be gospel for service technicians — is to lockout the machine when it’s being worked on. Some technicians may have the same comfort level as operators in the previous paragraph, but there’s absolutely no reason to work on a live machine, except for diagnostics. Putting your personal lock—a lock in which you carry the only key—on the electrical lockout of the breaker panel guarantees the machine isn’t powered on and run by anyone unaware of your squishy body near the dangerous bits of a machine.
Another technique to keep a hydraulic machine safe is the employment of physical guarding. Cages should be erected around the back and sides of a hydraulic machine to prevent personnel from entering without first opening a locked door or gate. In the areas of the machine requiring human interaction, such as where the material is handled or parts are placed into and pulled from the machine, light curtains should be mounted where any hand or arm that crosses their path will fault the machine into safe mode. The safe mode then shuts down the machine, and also prevents further movement of the press, platen or robot.
Safety begins at the design phase
In any event, there are various techniques used in both circuit and machine design to ensure industrial hydraulic machinery is both actively and passively safe. The concepts are this: ensure no person or their limbs can enter the space being occupied by machinery capable of pinching, dismembering or killing them, and then ensure if such interaction is possible, safeguards are in place to protect the persons.
Hydraulic presses, whether shears, brakes or punches, have specific hydraulic safety requirements to prevent limbs from entering the pinch point during operation. The CSA, for example, has an entire regulation called Z142 that dictates the safe operation of power presses. The regulation covers control reliability, circuit design, cycle initiation, interlocks, redundancy and monitoring.
Control reliable means the hydraulic circuit is set up in such a way that a single fault does not cause a failure or condition with potential to cause harm. An accumulator safety circuit should be set up with a 2/2 normally open solenoid valve which requires constant electrical power to keep closed and allow stored energy to be available to the working circuit. When the emergency stop is depressed, the power drops to the solenoid, and all accumulator energy is dumped to tank. If the machine is in current operation and the accumulator dump valve fails, it fails open (flowing) and all stored energy is relieved to tank.
This brings us to the second point of press safety; circuit design. The valve configuration should be arranged with redundancy to ensure accidental operation of the press function cannot occur. For example, it is common for presses to use two directional valves in series or parallel (① and ② in fig A) so that fluid must travel through two intentionally operated valves before press function can begin. These redundant valves can be stand-alone press safety valves plumbed after the pump, or they can also be the primary directional valves for the press cylinder itself. Valve ② is normally open to tank, and pressure function cannot occur until it closes.
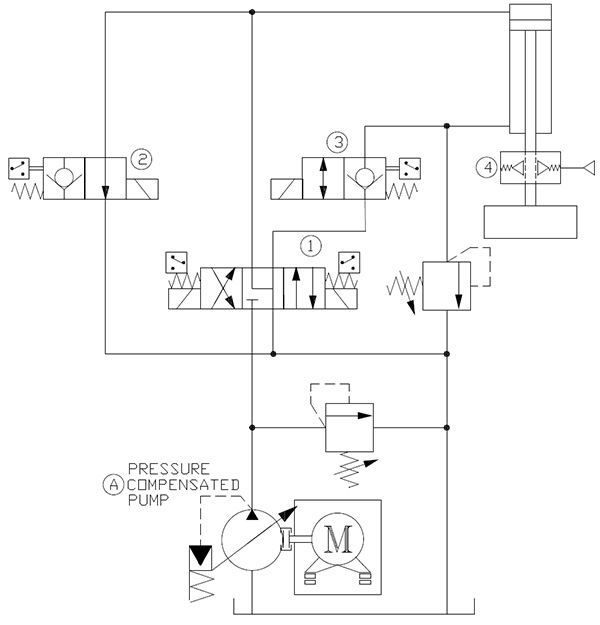
Proper circuit design is critical in hydraulic press safety.
Another circuit trick is to use a normally closed solenoid valve ③ in the rod port(s) of the press cylinder(s). Should there be a power failure, fluid would be blocked from exiting the rod side of the cylinder, trapping fluid and preventing the platen from dropping. Although this type of function is not a standard requirement, it is a preferred addition to just counterbalance and PO check valves alone.
Continuing in the same vein of redundancy, we can add mechanical devices to the press to ensure it is physically impossible for the press to accidentally close. Pneumatic or electric rod locks ④ require continuous air or electrical power to keep the locks open. Should the machine experience failure mode, and the locks lose power, they automatically clamp down on the rod, preventing the press and its dies or platens from dropping.
Pneumatic or electric rod locks will shut down in case of power loss, so they will automatically clamp down on the rod, preventing the press and its dies or platens from dropping.
Image courtesy of Advanced Machine and Engineering Co.
To tie the whole safety package together, the safety critical valves and components should be installed with monitoring to ensure the PLC always knows the machine status, preventing operation in unsafe modes. Directional valves should include electronic spool position monitoring to confirm by the PLC they successfully open or close. It’s one thing to put two valves in series, but spool monitoring ensures the valves aren’t stuck, confirming the press is truly in safe mode. Monitoring can be used on every type of spool or poppet in a hydraulic press, including directional and dump valves.
After a century of caring about employee safety in the workplace, we must still realize we can never take it too far; there is no such thing as too safe. The responsibility lies with the government, employer and employee to ensure those who show up to the workplace also leave to see their family at the end of the shift. Hydraulic designs, components and circuits are yet to guarantee their failures never result in lost work days, but it’s up to you and me to strive for that guarantee.
Filed Under: Fluid Power Basics, Fluid Power World Magazine Articles, Slider