
Hydraulic drives and effective maintenance strategies are key to success in demanding offshore environments.
By Collins Bioseh, Market Segment Manager — Hägglunds Marine & Offshore and Tom Shickel, Business Development Manager — Marine & Offshore, Bosch Rexroth Corp.
Workboat and offshore environments often involve lifting, moving or operating heavy equipment, especially within tight space constraints. And, with harsh maritime conditions, machinery needs to be properly maintained to ensure thousands of hours of reliable and safe operation. Downtime is expensive, and equipment-related accidents can be catastrophic.

Leading hydraulic suppliers have developed hardened products that stand up to salt spray, seawater and high vibration typical in marine applications. | courtesy of Adobe Stock
A new generation of compact, hydraulic radial piston direct-drive motors delivers the performance required for a wide range of marine equipment, including winch drives, cranes, jack-up systems, subsea trenchers, top drives and rotating tables on drilling operations. These LSHT (low-speed/high-torque) hydraulic motors produce extremely high amounts of torque from a relatively compact package, making them well-suited to handle the kinds of loads encountered in these applications.
Understanding the advantages of direct-drive motors, as well as following key service and maintenance strategies to minimize downtime and keep equipment running efficiently, can help maximize the value of this technology.
Direct-drive advantages
Combined with housings engineered to withstand the effects of harsh environments, hydraulic direct-drive systems offer multiple performance advantages.

Low-speed/high-torque hydraulic radial piston direct-drive motors produce extremely high torque from a relatively small package, making them well-suited to handle demanding maritime applications.
| courtesy of Bosch Rexroth
Straightforward and efficient: Hydraulic direct-drive motors mount right to the driven shaft of a machine, providing up to 98% efficiency in their operation. Marine equipment is often powered by variable-frequency electric drives coupled to gearboxes; conversely, the hydraulic drive eliminates the need for gearboxes and coupling equipment.
In addition, hydraulic devices are natural shock absorbers, so the impact on mechanical components is mitigated or, in some cases, completely eliminated, leading to fewer failure points and reduced maintenance and downtime.
Compact and powerful: Due to the compact design, the latest generation of hydraulic direct drives offers exceptional torque-to-weight ratio, providing higher levels of lifting and moving power for the drive’s size — for example, typical power capacities range from 113 kW up to 3.3 MW. This power density helps reduce the space needed on a crowded workboat or offshore platform deck, as well as helps lessen the machine’s overall weight and power consumption. They can also operate in all four quadrants — forward and reverse in both the driving and braking modes — to give system engineers greater flexibility when designing machines.
Superior torque control: Maritime applications such as capstan and winch drives must move punishing loads through hundreds of meters of ocean current. Hydraulic direct drives feature high starting torque directly from zero degrees of rotation, and they maintain high torque levels throughout the speed range to meet the demands of these systems.

Compact hydraulic drives are ideal for winches, cranes and other offshore equipment that face tight weight and space constraints. | courtsey of Bosch Rexroth
This makes it possible to supply operators with exactly the torque they need even down to zero rotation speed, which electromechanical systems have difficulty handling. This can be exceptionally valuable in applications such as winch control when lifting heavy equipment from the ocean floor. The operator may need fine control paying out the hook at a fast rate of speed on the way down, but once the load is ready to be raised, the operator may need a lot of torque at very low speeds to lift the load.
Engineered for tough environments: Leading suppliers of hydraulic direct-drive systems, such as Bosch Rexroth, have developed models that are hardened against salt spray, seawater and high vibration often encountered in maritime applications. These include special epoxy coatings to prevent corrosion, as well as tightly enclosed housings and specially designed sealing kits and sealing arrangements where the motor joins the driven shaft to prevent corrosion or leakage.
Key tips to maximize uptime
No matter how well hydraulic components are designed or engineered, the punishing conditions in offshore and marine environments make it essential for operators to implement effective maintenance strategies. Temperature extremes, harsh weather, seawater and salt spray can erode performance in even hardened equipment and lead to costly and hazardous failures.
Implementing key PM (preventative maintenance) best practices for hydraulic equipment — pumps, cylinders, power units and hydraulic direct drives — can avoid major breakdowns, saving time and money versus shutting down operations and shipping off a damaged component to a repair center. An effective maintenance strategy involves several items:
Periodic inspection and maintenance checks: Equipment inspection intervals should be monthly at a minimum, whereas some operations conduct weekly inspections. Document danger signs, such as main pump pressure changes, fluctuations in motor speed, increased oil temperatures, increased case drain flows, hydraulic oil leaks and low oil reservoir levels. These inspections not only prevent breakdowns but can also capture machine performance data to improve both the maintenance and production processes.
Hydraulic fluid selection and condition: First, follow the equipment manufacturer’s fluid viscosity rating; then, stay on top of fluid condition. The number one root cause of hydraulic-system failure is fluid contamination, so routine fluid sampling and analysis is critical, especially in complex marine systems with higher operating temperatures that can lead to reduced viscosities, altered lubricating characteristics and increased risk to hydraulic components.
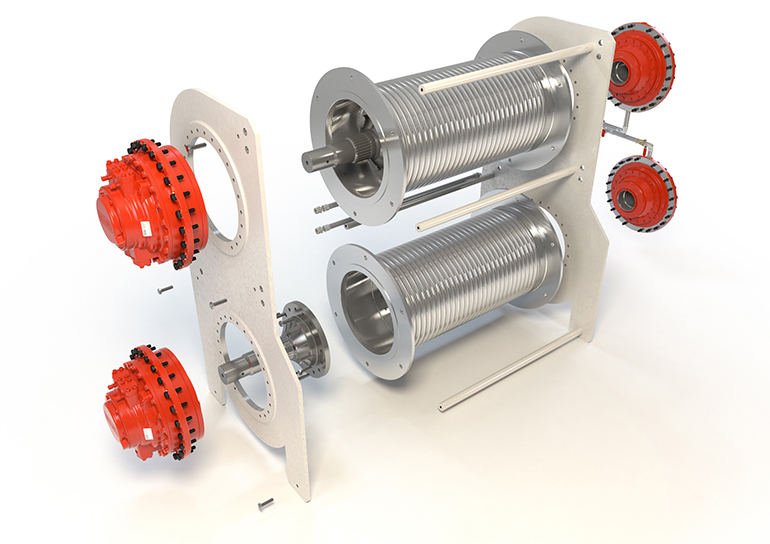
Hägglunds direct-drive hydraulic motors can mount directly to the driven shaft, providing up to 98% efficiency in their operation while eliminating the need for gearboxes and coupling equipment. | courtsey of Bosch Rexroth
These motors are also rated for use with biodegradable hydraulic fluid, so they can safely operate in water without risking environmental contamination. We allow types HEES, HETG, and HEPR within ISO 15380. Today, the prevailing environmentally acceptable lubricant (EAL) type is HEES — saturated or unsaturated polyol esters. For these fluid types there is no down rating. But we do specify demands and limits for certain characteristics beyond those in the ISO standard in our fluid specification data sheet RE15414. There is no specific service interval for motors with EAL. The fluid itself, on the other hand, may demand inspection more often where unsaturated esters, specifically, may have shorter service life at elevated system temperatures.
Service filters and seals: Change hydraulic filters at specific intervals to reduce contamination buildup that can cause premature wear in hydraulic system components. For complex systems such as hydraulic direct drives, manufacturers may specify the type of filter to use, as well as more-detailed recommendations — filter medium and micron level, for example — depending on the operating environment.
In addition, most hydraulic systems have fittings that use O-ring seals to prevent leakage. Due to the shock loading and vibration inherent in many applications, these seals may wear out more frequently. Periodic inspections will identify leaks so you can replace worn O-rings, tighten loose connections and replace any damaged fittings.
Choose OEM-certified service suppliers: Many marine hydraulics systems have specialized design and operating characteristics. This can require a higher level of expertise and resources, which is usually best supplied by OEM-certified facilities. Third-party repair facilities will not have the original manufacturer specifications to properly repair, calibrate and test a hydraulic motor to new condition, for example, and will usually not be able to perform a fully warrantied remanufacture.
OEM-certified facilities should be staffed with technicians who are factory-trained to inspect, service and maintain the OEM’s equipment. Certain specialty components may only be available from such certified facilities; also, there may be specific equipment tolerances that only the factory or OEM service shop is equipped to work with.
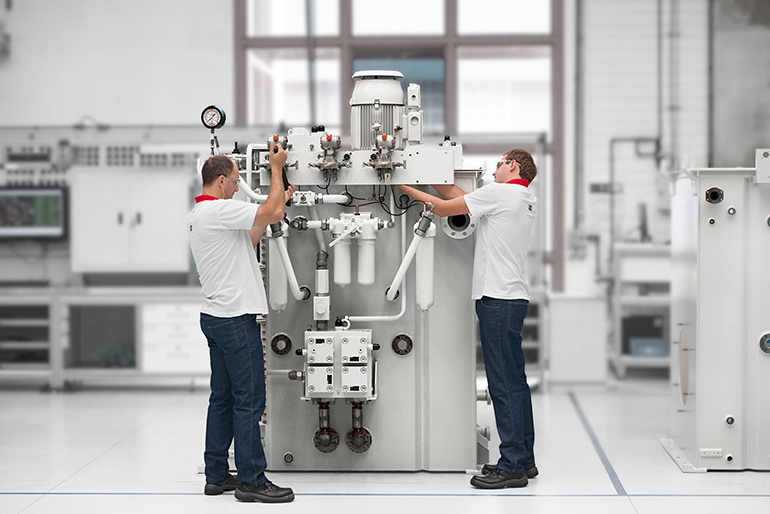
OEM-certified repair facilities have specialized equipment and factory-trained technicians who inspect, service and maintain hydraulic equipment. | courtsey of Bosch Rexroth
Use OEM parts: To achieve a “like new” condition, it’s critical to ensure the right parts are installed. When hydraulic motors are repaired with used parts taken from scrapped components or with aftermarket parts that aren’t designed for extreme environments, users risk lower performance and early failure.
It makes sense to specify that any repairs use original OEM parts supplied from the manufacturer. In fact, some hydraulic direct-drive manufacturers do more than repair their equipment. Bosch Rexroth, for example, offers fully remanufactured drives and equipment with “like new” warranties.
Preventative maintenance programs: These best practices can be built into a comprehensive PM program that identifies risks and corrects issues before they lead to downtimes. Effective PM programs include annual major inspections and quarterly minor inspections, carried out in the field by factory-certified technicians who understand the technology and use established processes for inspecting equipment. With each inspection, a detailed report of findings, recommended maintenance, required spare parts and follow-up actions is supplied.
Predictive maintenance
Other, more-sophisticated options to manage and protect drive health include the Hägglunds CM and Hägglunds CMp condition monitoring, analytics and service tools. In industrial applications, a hydraulic motor fitted with appropriate sensors (which can include a range of pressure, temperature, speed and oil-contamination sensors) lets CMp track and record data regarding drive conditions and performance and send the information on a secure and encrypted line to Bosch’s Cloud Service, where our analytics tool ODiN processes the data. The data and results are presented on a web portal or via mobile web pages, both accessible by the customer as well as by Bosch Rexroth experts.
Through our Machine Health Index and monthly analysis of data, users can uncover potential problems at an early stage and predictive maintenance or troubleshooting can be planned and performed.
In addition to CMp, we are also developing a new entry-level of condition monitoring called Hägglunds CM. This is a monitoring service without the data analytics. The idea is to offer this as a standard solution on all drive units leaving the factory with the possibility for introducing customers to condition monitoring, but also to make it easier to upgrade to a complete CMp package as needed in the future.
Both Hägglunds CM and the CMp are available for marine applications. One of the challenges with condition monitoring in these settings, however, is internet connectivity. If the systems are located on a ship out to sea there could be problems with the 4G connection, which is our standard way to transfer data. But, we could also use the ships own Wi-Fi/Ethernet for an internet connection, which should be more stable than the 4G network. The condition monitoring package is usually offered with a Hägglunds control system (Spider 2) as standard, but other possibilities are available.
Maximizing value in offshore applications
Today’s hydraulic direct-drives are valuable and proven systems for successfully operating equipment in many demanding maritime applications. They provide excellent power density, high torque-to-weight ratios and compact designs with housings engineered to resist extreme weather and corrosion conditions.
However, although hydraulic systems in marine applications can take a lot of punishment, it’s equally important to understand how the right maintenance practices protect this critical machinery. By following these practices and implementing comprehensive preventative maintenance programs, equipment managers can help ensure their high-value hydraulics systems deliver the life cycle performance that maritime operations require.
How long will a motor last?
A basic question many users ask is how long should a motor last before a major rebuild or replacement? Making precise predictions can be difficult because even in similar applications operating the same types of equipment, no two cases are exactly the same.
Leading hydraulic suppliers have developed hardened products that stand up to salt spray, seawater and high vibration typical in marine applications. | courtesy of Adobe Stock
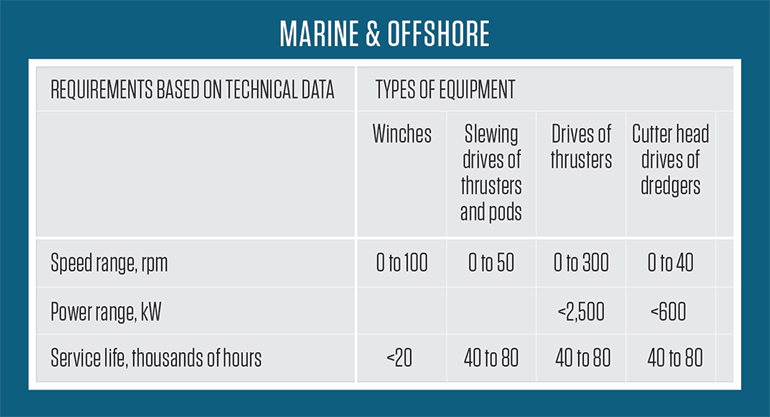
Normally, Bosch Rexroth engineers dimension and select the hydraulic motor in a way to fulfil — among other requirements — the service life the customer demands. It varies a lot and has to be calculated case by case. A cargo crane winch, for example, is used just a few hundreds of hours a year; but a cutter-head drive of a dredger can run for thousands of hours a year. Based on a given load cycle from the customer including the torque, speed and relative time of the load cycle, engineers calculate a theoretical service life in number of hours for the selected motor. The accompanying table shows some rough estimates for marine applications.
Bosch Rexroth Corp.
boschrexroth-us.com
Filed Under: Pumps & Motors, Trending