

Automotive manufacturing plants like this Nissan operation in
Bangkok, Thailand, have many moving parts—meaning that safety must always be a concern.
Safe environments rely on a complex system of components, from redundant control valves to rod locks, and light curtains to linear position transducers.
The most highly regulated sub-market within the automotive manufacturing industry is the hydraulic press segment. The hydraulic press is located in every corner of automotive manufacturing, from injection molding of plastic bumpers to the hydroforming of chassis components. Some presses can be tiny, such as those used to stamp out small metal components for a dashboard support bracket. Other presses are absolutely enormous, like those used to stamp sections of frame rail; in fact, large enough to fit an entire person into the die.
The potential for personal harm at the hands of a punch press, injection-molding press, press brake or forge press is extreme. Presses can range from 5 to 100,000 ton or more, and even the 5-ton press can shear skin and bone like butter. Also, a punch press, for example, can operate at blinding speeds, leaving no time for operators to move their hand or body out of the way should a cycle be accidentally started. Because of the dangerous nature of the hydraulic press, various governmental or bureaucratic bodies have spelled out the particulars of press safety to ensure press-related injuries are avoided in automotive and other manufacturing environments.
In the U.S., machine build standards must adhere to OSHA 1910 regulations for Machinery and Machine Guarding. The OSHA regulations apply to general machine safety requirements, and also to non-press machinery. The regulation covers anti-tiedown (two handed operation), machine guarding, electronic safety devices (such as light curtains and limit switches) and other safeguards. These measures are especially important to a hydraulic press, but little of it is specific to a hydraulic press alone.
In Europe and Canada, the codes for hydraulic press safety are much more rigid, requiring even a used press to go through an extensive upgrade before it is commissioned into operation. The European Union uses the EN 693 standard, and in Canada the CSA Z142 code applies to any new or upgraded machine. Both standards are in addition to general machine guidelines and are specific to the hydraulic operation of the press.
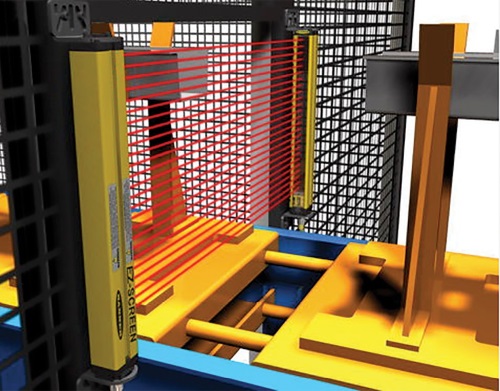
Banner Engineering’s safety type 4 light curtains are non-contact machine guarding systems. They are ideal for protecting hands, fingers and ankles and guarding perimeters and access.
Both codes ensure that human interaction in locations where there is potential harm is kept to a minimum, and also that the machine is entirely safe in tool change or emergency stop situations. It’s common practice to use a light curtain, for example, to signal the machine to shut down should a hand reach inside a stamping press, but it’s more difficult to ensure the machine is safe even after the e-stop is triggered. To be safe, not only must the press stop the load or platen from dropping, but the press must be prevented from restarting accidentally while the machine is in safe mode.
Because of the current lean nature of automotive manufacturing, parts and components need to be supplied as closely as possible to the time they’re welded, bonded or bolted to the vehicle they’re home to. Lean manufacturing requires frequent changeover of tool and die in the manufacture of vehicle components. For an injection molding machine making dashboards, for example, the horizontal movement of the press is quite safe during mold changeover, as it is simply lifted out and replaced with an overhead crane.
For other hydraulic press examples, such as with a tandem line used for manufacturing floor pans, the vertical platens can weigh thousands of pounds. When they are changed for a different line, it must be done with platens in the air after the dies are removed. Even in the machine-off mode, several precautions must be taken to ensure the platen stays aloft, preventing it from falling and crushing workers.
Employing redundant, monitored control valves is the most common tactic to ensure the machine cannot press accidentally. Two inline valves, either after the pump or to control the cylinder(s) will provide redundant control, so that if one valve is stuck open, the other can close to prevent the press from further energizing. By monitoring these two valves with an electronic switch, the PLC can also determine the valve position is safe prior to machine startup, preventing undesired, accidental movement should one of them be stuck.
When two valves are used inline at the cylinder work port, they can also bleed the work port directly to tank to ensure there is no trapped pressure, which could potentially move the platen or load. If the redundant valves were used at the pump, a separate, single monitored valve can be used to dump work port pressure to tank while in the safe mode. Using redundant valving with dumping capability is often referred to as “block and bleed.”
Additional safety functions can be added to the hydraulic press, above and beyond the standard monitored block and bleed. These include rod locks, which can physically hold the rod of the cylinder during safe modes, such as when dies are being changed. A device literally clamps and holds onto the cylinder rods, so that even if there is a catastrophic oil leak or other damaged component, the platen cannot drop.
Limit switches or linear position transducers can read cylinder position at all times when the machine has power, which lets operators know the press is in safe mode. Just as with the redundant, monitored valves, position sensors can also prevent the machine from being fired up when dies are being changed. However, most automotive manufacturers and Tier 1 suppliers have strict company-wide safety procedures when working on machines, and most require individual technicians to lock-out the press’ electrical panel anyway, which obviously prevents any power from reaching the machine.
From a hydraulic standpoint, some presses are so extremely safeguarded as to use a relief valve on the rod port of the cylinder to prevent intensification from damaging the cylinder seals. A leaking cylinder seal could allow the load to drop unintentionally, which is clearly unsafe in any condition, not just during die change.
The exact measures used in automotive hydraulic press safety are dependent on the geography of installation and the engineers certifying the machine. Any machine upgrades should be done only by qualified persons, with consideration for electronic, mechanical and hydraulic integration of the chosen safety tactics.
The automotive manufacturing industry is the largest, most advanced and technologically sophisticated in the world, and with state-of-the-art manufacturing techniques such as hydroforming and carbon-composite injection molded body-panels, productivity and efficiency are not slowing down. Size, performance and speed are always improving, and with it comes the need for increased safety considerations.
Filed Under: Mobile Hydraulic Tips