
Hydraulics are used profusely in steel production because they offer the power density, precision and most importantly, imperviousness to heat required in this harsh environment.
By Josh Cosford, Contributing Editor
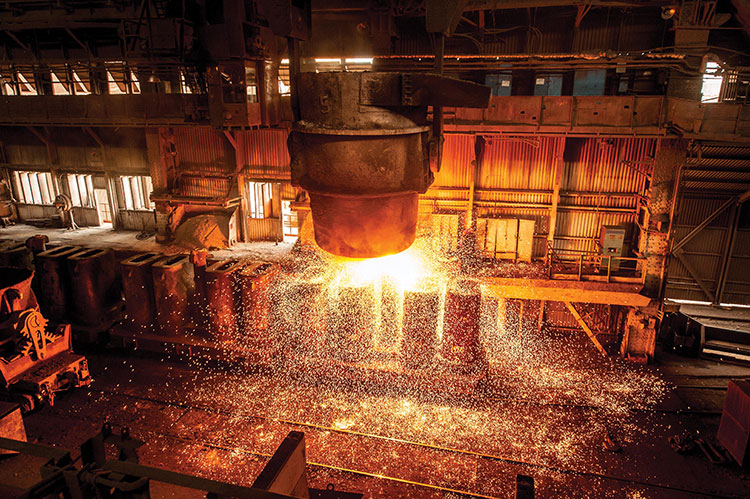
Image courtesy of istockphoto.com
Perhaps more than any other industry in North America, the steel industry experiences the slacks of the economic tide, albeit at a more glacial pace. The complex global economy shifts the production of steel into and out of nations and the trades they support. What changes more slowly is the method of manufacture, because creating steel from its fundamental elements still requires unique applications of fluid power.
Steelmaking is an industry forever powered by hydraulics. So severe are the applications, no other method of actuation makes sense — the heat, the force and the danger are all extreme and only something capable with fluid under pressure. So prolific are hydraulics in steel mills, that a plant can have hundreds of power units. A coke oven itself needs hundreds of cylinders to process coal, and the ambient heat in the process at the doors, cars and pushers is intense, to say the least.
Dealing with high heat
From the blast furnace to the processing plant, fluid power is uniquely applied to achieve the demanding tasks. The process of making new steel starts the conversion of coal to a more efficient fuel source; coke. Immense heat under low oxygen conditions turns coal into coke, a cleaner fuel source that burns hot with little smoke. Coke ovens are large, multi-storey buildings where cylinders and motors must open and close oven doors, and then push and transfer material.

Coke oven doors in steel mills use hundreds of hydraulic cylinders to process the coal. They open and close doors and push material through the ovens. Image courtesy of Shutterstock.com
The coke pusher car, for example, must eject the fresh coke embers onto the hot car as it stations the coal for the next batch. The coke oven doors depend on their opening by a door extractor actuated by hydraulic cylinders. You can imagine the extreme ambient heat by such an application, so these actuators are not your run of the mill (no pun intended) cylinders.
Hydraulic systems for high heat conditions must not only be reliable in the face of tremendous heat but also not contribute to the inherent danger. Conventional hydraulic oil is flammable, so any leaks or failures from the cylinders or other components near the oven presents the possibility of ignition, given the presence of scorching coke. A pinhole leak in a hydraulic hose can be turned into a flamethrower, so needless to say, mineral oil makes a poor bedfellow with the steel industry.
To prevent the dangers of incendiary oil, steel mills use fire-resistant hydraulic fluids. Water glycol fluids commonly find their home in mills for their inherent safety and excellent properties as a hydraulic fluid. Water glycol provides good lubrication and anti-wear properties, and is readily available by most hydraulic fluid manufacturers. Also relevant in steel mills are water in oil emulsions, which combine the properties of both constituents to create a stable fluid resistant to flame. Both fluids carry a caveat — traditional sealing technologies are inappropriate for water-based fluids.
Glycols (also classified as HFC fluids) require suitable sealing technology capable of both high heat and water resistance. Synthetic rubber-like Buna Nitrile works well with glycol, but not at high temperature. Conversely, FKM (Viton) has excellent heat resistance but poor compatibility with water. Specialty formulated seals such as PTFE or perfluoroelastomer work best here, capable of withstanding the effects of high heat and water exposure. The same goes for water in oil emulsion (classified as HFB), which has similar seal compatibility.
Heavy-duty motions require the power of hydraulics
After coke production comes mixing with iron ore in the blast furnace, itself a massive contraption with extreme motion control requirements satisfied with hydraulics. The coke burns hot, melting the ore and creating pig iron, which is poured from the tap hole and transported to the blast or arc furnace. In the furnace, the iron is exposed to jets of pure oxygen, starting the conversion to steel. A brew of additives combines with the batch here, forming any of the hundreds of steel alloys available, before the molten steel is transported eventually to the continuous caster where giant, red-hot slabs of steel are formed.
The continuous caster can make rectangular slabs or large diameter bars, but the majority of North American steel output takes the form of slabs. The slabs are carried off to the hot strip mill, a magical place where hydraulics are as saturated in the plant as electronic components are on a circuit board. Just as with the iron making process, the conditions are intense, hot and dangerous. Through many stages of preparation and myriad roughing and finishing stands, the slabs transform from a scale-covered nine-inches-thick to semi-finished sheet metal.
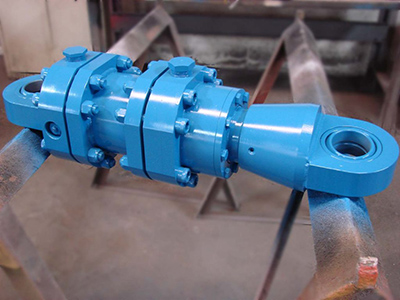
Mill-type hydraulic cylinders are the workhorse of the steel industry. They are usually rated to 5,000 psi and feature a flanged construction. Image courtesy of Cylinder Services
The hot strip mill houses an automated process quarterbacked by technicians in climate-controlled rooms, and the automation is heavy. You can imagine the force needed to squeeze giant slabs of hot metal, and you wouldn’t be disappointed to assume that force is created by hydraulic cylinders. Few industries have a cylinder named after them, but this is the exception.
The mill type cylinder is the workhorse of the steel industry. They’re stout and overbuilt to handle not just the force required to squeeze metal, but to be reliable and easy to maintain. They are the diesel engine of a Kenworth compared to the EcoBoost V6 of an F-150 — that is the NFPA tie-rod cylinder. Many mill cylinders are rated for 5,000 psi, and use heavy-duty flanged construction at both the head and cap. This construction not only allows a sturdy method of attaching the barrel to the caps, but it also permits the cylinder to be repaired from either end often right at the machine.
As you would imagine, a mill type cylinder requires a significant resistance to heat and the capacity to operate via water-based fluids. Bring in your PTFE seals, which are well suited to the job. Mill cylinders are not governed by the same standard dimensions as NFPA cylinders are, so they’re more unique from manufacturer to manufacturer. Some use flanges welded to the barrel and subsequently screwed to the head and cap, while others use grooved barrels with retainer flanges and eschew welding altogether. Because of the custom nature of the mill cylinder, features such as cooling channels, linear transducers, exotic materials or custom mounts provide unlimited configurability.
Finishing relies on hydraulic precision
After slabs are turned into coiled sheets, they must be processed into finished product for automotive, appliance or construction material manufacturers can use. A ¼-in. thick sheet of bare steel makes a poor fender for your Honda Civic, so the sheets must be cold rolled to finished thickness, then pickled to remove contamination and finally galvanized to reduce the rate of rusting if you live in the salt belt as I do. The treatment process — which requires uncoiling, processing through many rolls and then recoiling — is as hydraulic intensive as you would assume.

Amtec hydraulic nut. Image courtesy of Higginson Equipment)
A subframe for your car seat takes only small strips of steel to produce, so the automotive manufacturer has no use for steel nearly six-feet wide. To get the strips of steel most appropriate for finishing, the coils of full-width steel are sent to the slitting line to be sheared into various smaller widths. It is here you will find one of the more unique applications of fluid power; the hydraulic nut. Slitter tooling consists of male and female knives accurately spaced with tight tolerances using computer software and a series of shims and spacers. These knife gaps are so precise and require consistent application of force to ensure quality slitting with little scrap.
The hydraulic nut is a single-acting annular cylinder capable of hundreds of tons of force. Amtec Hydraclamp, a world leader in hydraulic clamping, manufacturers grease-activated nuts over 20 in. in diameter and capable of over 200 tons of clamping force while interfacing with a 15 in. ID machine thread. The key to this extreme force is the 10,000-psi pressure exerted by the grease pump. So precise is the machining and sealing technology, these nuts can hold the tooling on the arbour for over a month before re-pressurization.
After slitting, finished metal is recoiled and shipped out, and so ends the process of turning coal and iron into finished metal. It’s hard not to sense the scope of the enormity of the steel industry and its effect on the world economy. Just an observation of unique fluid power applications is mind-boggling into and of itself. If you ever get the chance to tour a steel mill, take advantage; the experience is humbling.
Filed Under: Cylinders & Actuators, Slider