
Carl Dyke • Contributing Editor
Precise metering and responsive force control are the name of the game in this specialized fluid power application.
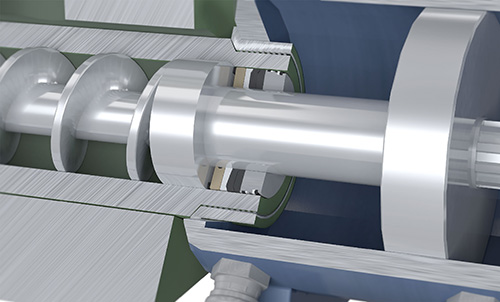
Seals are expertly designed to keep hydraulic oil from leaking into the plastic molding process.
Plastics injection molding machines feature a hydraulic system that must provide reliable performance through many years of continuous, around-the-clock production cycling. There are a number of motion control sub-circuits for closing the mold, for nozzle approach, extruder screw rotation and the injection plunge of the screw. Screw rotation and plunge require extremely steady motion to smoothly move the granular plastic material through to the heated, plasticized state and then into the mold. These hydraulic motions can very easily become a quality issue for the molded product if there is any irregularity in their control.
There is also a need for force control sub-circuits to keep the nozzle against the sprue of the mold, and to keep the mold closed. Both of these functions are critical during the injection cycle. Mechanical force control is carried out by monitoring and adjusting hydraulic pressure.
The cylinder that plunges the screw forward during injection and packing of the mold, together with the rotating mechanism for the screw that is turned by the hydraulic motor, makes for a complex mechanism with exacting hydraulic seal requirements. Modern seal technology has improved, allowing for leak-free hydraulic machines that are suitable even for molding plastic products for food and medical use.

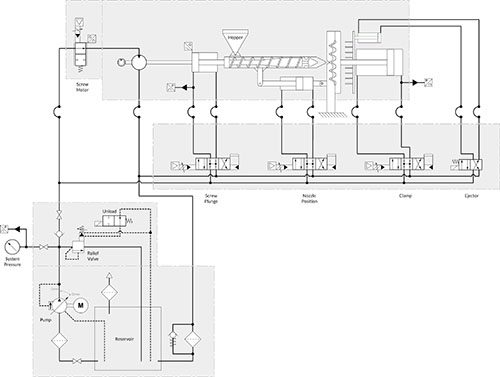
A complete closed-loop control scheme involves a fast processor, numerous sensor inputs and valve outputs.
Design challenges
While some might only see a basic machine with simple hydraulic applications, the design challenges faced by injection molding machine manufacturers are considerable. Molding machines are sold in an extremely competitive market, where prospects and customers are expecting accuracy, efficiency, reliability and ease of maintenance.
The choice of main hydraulic pump is critical for providing smooth flow across the full range of working pressures, while minimizing input energy waste and heat build-up. While the variable volume piston pump has been used on some molders, moving to ever higher efficiency can be challenging—and some piston pumps require the use of a system accumulator to minimize flow pulsations.
The vane pump has been a popular choice for its high volumetric efficiency and smooth flow. While some variable-volume vane pumps have been used, the fixed displacement variety of vane pumps (with its capabilities at high system pressures) performs very efficiently when coupled to a VFD motor. Many older injection molders are now commonly retrofitted with a VFD controlled pump, or a servomotor-driven pump of either the vane or internal gear design. The variable pumping rate of a VFD controlled pump is handled by varying the speed of the prime mover. When little to no motion is required during the final cooling stages of injection molding, the VFD slows the pump’s rotation to provide only the needed flow to make up for internal system leakage and maintain needed pressure for functions such as mold clamping.

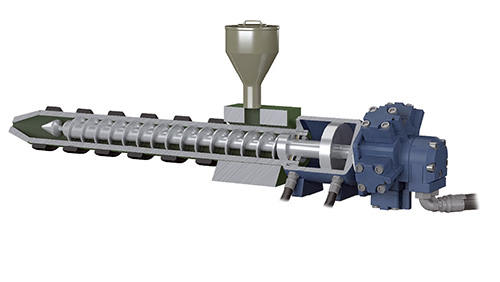
Screw plunge pressure and its motion/speed are carefully controlled to aid molded product quality.
At the very least, a pressure-compensated, variable-volume pump has been a useful standard for many years. The shaft of this type of pump continues to turn at full speed when no flow is required, but the displacement is minimized by reducing the size of pumping chambers (vane pump) or by minimizing piston stroke (piston pump). Again, maximum system pressure is maintained until flow demand resumes—when a directional valve opens to move a cylinder.
In both scenarios above, the objective of minimizing pump displacement helps save considerably on input energy for the molding machine when little or no motion is taking place. These savings are critical for profit margins in the competitive industry of injection molding. The production of excess heat is also minimized, which is important for a machine that already absorbs and radiates heat from the plasticizing heaters.
When the machine is in an idle state, an unloading valve may be used to bring system pressure down to near zero by routing the pump’s outlet back to tank through a relief valve with a solenoid operated unloading section connected to the relief valve’s vent pilot line.
Cylinder and hydraulic motor speeds on the injection molders of the past were largely regulated by simple needle valves. Most modern machines use electrohydraulic, proportional or servo valves. These zero lapped, or minimally overlapped, directional valves control final actuator speeds as well as acceleration and deceleration ramps. The result is the elimination of pressure spikes and accompanying shock waves through the machine frame during decompression, or at the start and end of cylinder stroke.
With the addition of a linear positioning transducer on the screw plunge cylinder, and a tachometer/shaft encoder on the injector screw, very fine motion control with steady speed can be ensured for smooth, quality oriented heating and delivery of plasticized material into the mold. Naturally, all of these sensors and the variable signals needed for proportional valve inputs require a fast acting programmable controller to complete a closed-loop control scheme.
 Other considerations
Other considerations
A suitable controller should allow for priority processing, and high-resolution conversion of the analog signals provided from the most critical sensors. In addition, the controller should feature tunable proportional-integral-derivative (PID) error correction as a minimum standard for accurate, responsive loop control. Numerous models of controllers available today meet these needs and are designed with purpose-built, hydraulic valve drive outputs.
Clamping force is an application on the molder where hydraulic pressure must be carefully maintained during the injection cycle. A pressure transducer on the hydraulic line to the large diameter clamp cylinder feeds a signal to the controller. During the clamp-closed portion of the cycle, the proportional directional valve can be controlled in a manner similar to a pressure-reducing valve, adjusting the clamp pressure to a setting that is suitable for the type of molding job being completed. In the past, a manually adjusted pressure-reducing valve was often left permanently set at a pressure that was too high for the clamping of some smaller molded products. Excessive pressures can stress cylinders and their seals, shortening the life cycle of components.
Other cylinders, such as the nozzle approach cylinder, are often smaller in diameter and may need the higher system pressure to maintain position during the injection stage of the cycle.
One application where monitored and carefully controlled hydraulic pressure can make a difference in product quality is the plunge motion of the screw. This plunge motion is the actual injection of the plasticized material into the mold. When the initial material starts to cool as it contacts the walls of the mold, the remaining plastic yet to be delivered becomes harder to push, resulting in higher pressure in the screw plunge cylinder. This pressure, as sensed by a transducer, together with the cylinder speed, as sensed by the linear position transducer, can enable very fine proportional or servovalve control to keep pushing the screw forward, slowly, holding a suitable pressure, or increasing pressure on a suitable curve for the already cooling plastic. This phase of injection—known as packing—is critical to ensuring the product doesn’t shrink during cooling, or warp after release from the mold.
Motion and even-force control (sub-circuit pressure reduction) can be handled effectively with modern, electronically controlled, proportional or servo operated directional control valves.
While mold designers go to great troubles to make sure that plastic can flow in an optimal way into the mold cavities, fine hydraulic flow and pressure control make a great contribution to the cause of product quality and optimal machine cycles. Modern electrohydraulic valves, together with sensors and programmable controllers, make up a complete process control suite.
With the increased popularity of electric-motion injection molding machines, especially in the smaller size category, hydraulic component and system makers must showcase their finest, most efficient products and solutions to the manufacturers of the machines. Hydraulics is difficult to beat for the forces needed to mold larger products such as automobile bumpers, or for massive, multi-piece molds.
Radial piston motors are still a great choice for the needed injection screw torque, and cylinders are best for smooth linear motions with high forces. With just a few updates and modifications along the way, well-built hydraulic injection molding machines are often found running reliably two and three decades after their original installation date.
CD Industrial Group Inc.
cdiginc.com
Filed Under: Fluid Power Basics, Fluid Power World Magazine Articles