
Hydraulics provide the load-holding strength, precision and predictability to keep complex concrete pumps operating smoothly and reliably.
Contributed by Carl Dyke, CD Industrial Group Inc.
Live Schematics are worth a thousand pictures!
Grab your smartphone and scan the QR codes
on the Live Schematic images to go to straight to
LunchBoxSessions.com and try out these cool resources yourself!

Image courtesy of DY Concrete Pumps
If you’ve ever placed concrete using a wheelbarrow or a crane-hoisted skip, you’ll understand why concrete pumps are an amazing invention. Concrete pumps can easily outpace the delivery from ready-mix trucks, emptying even the large, trailer-mounted ready mix drums in less than 5 minutes at full pump capacity!
Like a crane, concrete pumps have a boom and outriggers, but the similarities end there. Since the primary task of a concrete pump is placing concrete, a concrete pump must also excel at:
- safely reaching long distances, even in tight surroundings.
- reliably pumping a heavy, perishable product at low boom angles that a crane would never support.
- delivering the product evenly with minimal surging to protect the placement worker at the end hose from injury.
I recently visited DY Concrete Pumps in Calgary, Alberta, to get a firsthand look at the hydraulics and the innovative design solutions that make these jobs possible. I’d like to extend my gratitude to Darcy and the crew at DY who walked me through their pump designs and patiently answered questions so that I could bring Fluid Power World readers along.
A look at the plunger pump
Starting at the hopper, (where the concrete is added from the mixing truck), the concrete pumper employs a duplex plunger pump to draw in and discharge the product. Here in Alberta, we’re used to seeing 3- and 5- cylinder plunger pumps on oilfield equipment, pushing thin cement mixes and proprietary solutions down-hole against high pressures. The concrete pump, though, has an inverse purpose. Rather than working against high pressure, the concrete pump is more concerned with achieving high flow to place as much concrete as possible, as quickly as possible. Instead of the (relatively) short pistons in triplex and quintuplex plunger pumps, the dual plungers in the concrete pump measure as much as 8 ft long. In fact, they are so long that they must be mounted on an angle to fit between the vehicle chassis rails. Because of their size, concrete pumps are limited to a duplex pump; there simply isn’t room between the rails for another cylinder. At the far end of the boom, this translates into manageable product flow surges as the pistons reciprocate.
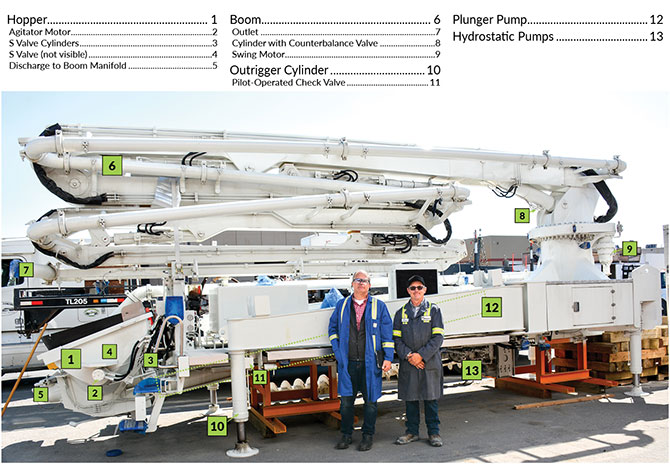
Concrete pumps use hydraulics for a vast array of complex operations, including on all these systems and components.
The concrete pump utilizes a swivelling S-valve buried deep below the wet concrete in the hopper to feed and discharge the plungers. This design cleverly removes the need for an inlet manifold and check valves, which simplifies the overall mechanics and helps to speed cleanout tasks after a job.
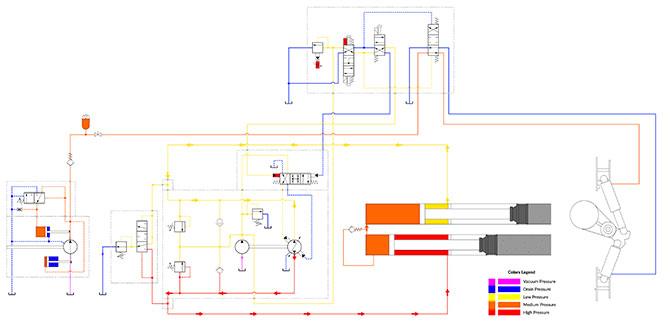
Simplified System Schematic (Click here to use it yourself at LunchBoxSessions.com)
Hydraulic systems with proportional directional control valves provide the smooth, multi-function boom motions required once a concrete pump truck is set up on-site. Hydraulic valves are also responsible for locking the machine solidly in place.
The plungers of the concrete pumping mechanism itself are operated by long hydraulic cylinders. It takes the most reliable of hydraulic pumps with accurate displacement controllers to move those cylinders smoothly throughout their entire stroke at the desired speed. It is the cylinder stroke speed that produces the production-critical concrete pumping rate.
Two large, closed-loop, hydrostatic pumps are connected in parallel for redundancy in order to reliably drive the two, 8-ft-long, single-rod cylinders that stroke the concrete pump plungers. The choice of a quick-response, swash-plate controlled, closed-loop piston pump removes pressure drop issues that can accompany a proportional, directional valve in a conventional open-loop system. The maximum displacement of the pump for each direction of flow is regulated by an external, electrically-controlled, proportional pressure valve. This valve can be adjusted by an operator as a means to set a desired rate of concrete pumping.
There are two main concrete pumping plungers being driven at the same time but in opposite directions. Driving single rod cylinders with closed loop pumps means having to account for the differential volumes between extend and retract.
Cylinders ensure even flow
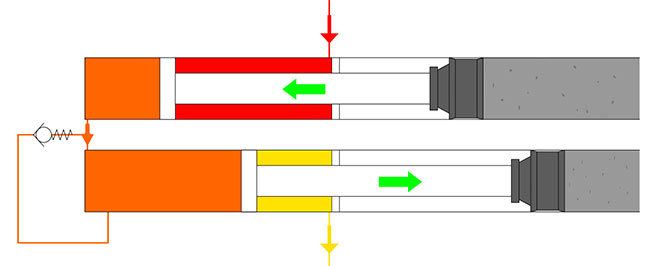
Closed-loop pumps, commonly used with hydraulic motors, expect the same rate of flow to return to the pump as was sent out. When retracting a single rod cylinder with hydrostatic pump flow, the volume leaving the base end of the cylinder is much greater than the incoming cylinder-retract volume. But that’s no problem, as the fluid volume leaving the base of one stroking cylinder during retract is exchanged directly to extend the other concrete pumping cylinder.

Schematic shows how retraction of one cylinder provides fluid to extend the other. (Click here to try it out!)
This means that base-flow-out on one cylinder becomes base-flow-in on the other cylinder. The closed-loop pump sends out flow only to the rod end of a cylinder, and receives return oil from the rod end only, of the other cylinder.
 What if oil leaks across the pistons of the driving cylinders? The closed loop arrangement on the base ends of the cylinders seems very vulnerable to oil loss, which would lead to incomplete cylinder strokes. The designers have this covered! A clever arrangement of ports uncovered by the piston as one cylinder is driven to the retracted position allows for any needed make-up oil to be added via a check valve to the extend stroke of the opposing cylinder.
What if oil leaks across the pistons of the driving cylinders? The closed loop arrangement on the base ends of the cylinders seems very vulnerable to oil loss, which would lead to incomplete cylinder strokes. The designers have this covered! A clever arrangement of ports uncovered by the piston as one cylinder is driven to the retracted position allows for any needed make-up oil to be added via a check valve to the extend stroke of the opposing cylinder.
On the production end of this assembly, while one concrete plunger is drawing in a charge of wet concrete from the hopper, the other is discharging to the pipe that follows the boom and out to the operator’s final placement hose. The S-valve’s oscillations make this possible by alternately connecting each plunger either to the boom or to the hopper. This curvy piece of pipe is submerged in the wet concrete inside the hopper. A shaft protruding forward from the S-valve and outward from the hopper is connected to crank arms and driven by a pair of opposing single rod cylinders. This back-and-forth action of the S-valve as it slides along a wear-resistant spectacle plate is supported by exclusive flow from a heavy duty, pressure compensated, piston pump. Immediate flow and steady pressure to the base end of the S-valve cylinders is supported by a nitrogen pre-charged, bladder-style accumulator.
A closed-loop piston pump is driving the concrete pump plungers, yet an open-loop piston pump is providing the flow for the S-valve cylinders.
Getting the change in direction for the plungers coordinated with the change in position of the S-valve is a matter of timing via some shared valve pilot functions. Use of cleverly sized and tested damping orifices helps as well.
After a plunger discharge stroke is complete, and while the S-valve is changing over to line up with the other plunger, the static head of wet concrete in a raised boom can start to slip backwards against a fully extended plunger. The extended plunger would be momentarily unsupported against the force of this concrete, if not for an extra boost of hydraulic cylinder pressure to help hold it in place. This is the equivalent of a last “shove” from the closed-loop pump, before the swash plate reverses to power the alternate plunger.
At the end of a job, when it’s time for the operator to clean up, a sponge is drawn backwards through the boom piping. The concrete pump system is put in reverse and the cleaning sponge is sucked into the system from the end of the placing hose. A clever hydraulic valve reverses the closed-loop hydraulic pump’s swash plate control in relation to the S-valve position.
Secure and safe outriggers

Outriggers plant the concrete trucks securely to the ground, relying on telescopic cylinders for extension and pilot-operated check valves to keep the down-cylinders locked against the ground.
Pumping concrete is the unit’s main job, and hydraulics help to get it done. But concrete placement only happens successfully if the truck is firmly planted on the ground. The boom may reach out 100 ft or more. To keep the unit from tipping, a set of outriggers reach out from the truck much further than on most cranes. These long-reach outriggers typically need telescopic cylinders to extend them and later to tuck them away. High quality, pilot-operated check valves keep the down-cylinders locked against the ground.
The operator’s remote pendant gives them control of the pumping rate described earlier, and also fine control of the various sections of the boom as well as swing motion. A separate open-loop piston pump is configured with a load-sensing (flow compensated) controller, which limits the pump to a pressure margin just higher than the most demanding boom function. The pump flow path for this circuit is open loop (tank to tank), but the control of flow rate and pressure is closed-loop. The load sense shuttle valve network inside the electro-proportional valve bank sends the highest function pressure back to the pump compensator/controller to make continuous adjustments. Pre-spool compensators in each section of the valve bank help to keep flow steady to lighter loaded boom cylinders already in motion, as the pump up-strokes in response to a heavier loaded boom section. This well-designed and tuned system gives the operator the ability to make smooth motions with the boom to move the placement hose to where it is needed during a pour, without wasting extra energy.
To the casual onlooker, a concrete pump might look like a crude machine that simply needs to extend a boom and provide a path for wet concrete from the ready-mix truck. This couldn’t be farther from the truth; cement pumps require all the skills of crane operation, and extra difficulties! Multi-section booms, static concrete heads, and, of course, a perishable product all add extra complication to the job. The concrete pump must be completely reliable, not only in its ability to pump concrete, but also in the load-holding strength of the outriggers and the smoothness and predictability of boom motion, so that the operator can perform complex movements in tight job sites. My hat is off to the hydraulic system designers who build these incredible systems, and who continue to surprise us with ongoing innovations in concrete placement.
CD Industrial Group
cdiginc.com
LunchBox Sessions
lunchboxsessions.com
Filed Under: Cylinders & Actuators, Mobile Hydraulic Tips