
By Josh Cosford, Contributing Editor
Many unique hydraulic applications offer the power and reliability needed by CNC machines.
Hydraulics provides an invaluable tool for machine tool designers to perform powerful and practical functions to improve the performance and reliability of their CNC lathes, mills and other machines. A machine tool is a machine that cuts, grinds, shapes or mills material to create finished components for literally every other industry.
If you’re a fluid power professional, you probably think you’ve seen every hydraulic application. Disc valve motors, charge pumps, slip-in cartridge valves and hydraulic joysticks don’t find themselves on every machine. Still, they’re familiar enough that most have heard of them.
However, unless you’re intimately familiar with machine tool technology, plenty of unique hydraulic applications are used in and around CNC machines you likely have never seen. Although nearly all CNC machines run primarily from an electric motor, such as with vertical and horizontal machining centers, most auxiliary functions operate from fluid power.
The power of hydraulic chucks
A CNC lathe clamps and then rotates a workpiece while cutting tools dig away to create a cylindrical profile to match the pre-programmed shape. A workpiece must remain firmly fixed to prevent wobbling or loosening, which may damage the workpiece, tooling or machine itself. The clamp used to hold the workpiece in the lathe is called a chuck and was previously a manually operated devise, requiring a special key.
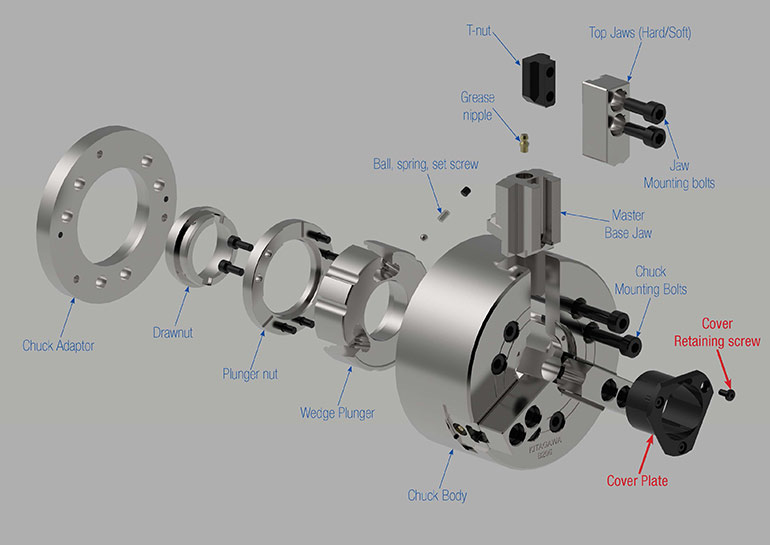
Exploded view of a hydraulic chuck
| courtesy of Kitagawa
The key rotates gears internal to the chuck, which collapse onto the cylindrical workpiece to prevent it from spinning inside the chuck or moving axially. T-handle keys work best because of the torque required to firmly clamp the workpiece using this old method. In fact, some machinists would use hammers against the key to more firmly lock the workpiece in place, but over time that method damages the key and chuck itself.
A hydraulic chuck, as seen in the exploded view from Kitagawa, takes all the work out of clamping material, providing a fast, secure method superior to keyed chucks. Hydraulic fluid from a small hydraulic power unit pressurizes a draw nut, pushing it against a wedge assembly. The angles of the wedge assembly attach to the jaws. Depending on the direction the draw nut is actuated; it will clamp or unclamp the material when the directional valve is operated.
Most hydraulic chucks operate under pressure in both directions of jaw travel. The CNC machine clamps material from the outside diameter for material such as cylinder piston rods but can also clamp from the inside diameter, such as with cylinder barrels. Although most CNC lathe operators will manually clamp and unclamp using a foot pedal, the operation is programmable for “lights out” machining using robots. Either manually operated or electro-proportional control, pressure-reducing valves allow the programmer to change the clamping force. Different materials may require higher or lower clamping force, so this option prevents the chuck from damaging thinner material.
When the CNC lathe machines many of the same components from a single bar, a method to feed the bar speeds up production to avoid the operator manually pushing material into the machine and then touching off the workpiece to reset the zero position. Touching off is the process of moving the chuck using a manual override of the tool position while the chuck is stationary to touch the tool against the workpiece, thereby telling the machine where to start making chips.
Sophistication and precision of drawbar cylinders
The drawbar cylinder is another unique hydraulic actuator seen nearly exclusively in the machine tool industry. Essentially an annular cylinder, the drawbar cylinder will clamp the workpiece between cycles and move it forward into the machine. To continue using hydraulic cylinder examples, imagine a round bar of bronze to manufacture rod bushings for air or hydraulic cylinders. As the machine cuts the bearing details and nears completion, a part-off tool cuts the bushing off the bar entirely to leave the blank end of the bar in the chuck. The drawbar cylinder clamps and then precisely extends the bar forward into the machine to reset the bronze for the following work cycle.

Draw bar cylinder
| courtesy of Kitagawa
Drawbar cylinders are actually quite sophisticated. Their construction requires that they spin at the same high speed as the chuck, which allows the machine to feed material forward while still spinning the chuck. In addition, these units contained precise sensors to position the material accurately along the X-axis to prepare the material for the next operation.
Hydraulic vises for secure clamping
You’ll see a pattern with machine tool hydraulic actuators — they’re used primarily for quick and powerful work-holding applications. The rotating chucks and cylinders for CNC lathes are rather complicated, but CNC vertical mills employ more straightforward solutions to clamp and hold material.
No shop is complete without a bench vise, and vises are integral to the operation of a mill. Many lower-cost mills use simple vises for manual operation, either through a built-in handle or a square socket with an air ratchet to decrease cycle times.

Hydraulic vise | courtesy of Roemheld
Just as with chucks, the ultimate in work holding uses hydraulic power to quickly and firmly clamp any square material for machining. Auxiliary hydraulic valves operate as part of the G-code programmed cycle inputted manually or through CAM software. Although milling operations tend to take longer than lathe operations, every minute saved in a lean manufacturing plant provides product to the end customer more quickly and for less cost.
The hydraulic vise, much like the hydraulic chuck, allows the operator to clamp and unclamp work material using either buttons on the HMI or via a footswitch. The primary advantage of hydraulic clamping may be speed, but clamping strength ensures the workpiece remains in place for accurate and safe machining. Should the workpiece move inside the vise, the material will be scrapped at best. But with high-powered machining capable of rapid travel speed, a workpiece may even fly out of the vise entirely, acting much like a projectile with the potential to damage the machine or harm the operator.
The hydraulic vise tends to be an option on CNC mills, and because a PLC very much runs the machine, you may add accessory functions quite easily. However, more often than not, CNC machines come with only the bare essentials. The industry is highly competitive, so offering the lowest sticker price possible often makes or breaks the sale. Rarely will you find a CNC machine with redundant valves from the factory. In fact, I’ve known customers who omit the hydraulic power unit altogether so they can have one created locally to their exact specifications.
Nevertheless, even machines with tiny factory power units are easily upgraded to include additional hydraulic valves or, in some cases, diverter valves added to the existing circuit. The 6-way, 2-position diverter valve allows a single upstream directional valve to control two different actuators. The caveat, of course, is that only one actuator may operate at a time. A third option is the addition of an entirely new, multi-station manifold. Such a manifold allows the addition of many more valves, should they be required, with the understanding that pump flow may not operate many valves simultaneously.
Sometimes the size and shape of the workpiece require unique fixturing options unsuitable for a simple vise, which limits clamping to the horizontal plane on two surfaces only. Large, oddly-shaped material must be fixed to the mill bed with specialized clamps. Hand-actuated toggle clamps do work but require high effort from the operator and may be time-consuming as well.
Rotating hydraulic swing clamp
The hydraulic swing clamp is yet another unique machine tool application. These clamps simultaneously rotate and clamp to firmly hold the material against the bed, whether one or a dozen are required. These swing clamps attach to the bed at their cap end, while the rods extend upwards with the clamp threaded directly to the rod end.

Hydraulic swing clamp | courtesy of Clamptek
The clamps swing to allow easy removal of the workpiece, regardless of size. Even large material may be lowered onto the bed using a gantry crane while the clamps are safely swung outside the path of the material being lowered. The clamps are often modular in design, meaning the clamp attachment can be swapped out for different designs or moved around the bed as needed to suit differently shaped or sized materials.
As with other auxiliary hydraulic components, these swing clamps require hydraulic pressure. While many clamps could join the task of work holding, most or all clamps may join together in a parallel circuit operated by a single hydraulic valve. With parallel hydraulic circuits, no guarantee can be offered that the clamps will actuate simultaneously, but in this case, it matters little. So long as all clamps are holding firm before the machining cycle begins, the “path of least resistance” sequence will not affect performance.
Even if other industries use hydraulics in unique ways, few other machines offer many applications exclusively and specifically. These examples show you what is possible with a different approach to design and implementation. They show us we need not remain in the same traditional cylinder and motor execution to actuator design.
Filed Under: Fluid Power Basics, Fluid Power World Magazine Articles, Trending