
How to maintain uptime in difficult conditions.
Contributed by Chris Heberlein, Sales Director – Machine & Plant Engineering, Balluff Inc., Florence, Ky.
Reliability is always important in the hydraulics industry and maintaining uptime can be especially challenging in the rugged and hostile applications typical of sawmills, foundries, steel mills and mobile machines. For fluid power engineers, that has become a more critical issue with the widespread use of sensors on hydraulic cylinders.
Feedback devices let users ensure precision, track performance and spot faults before they turn into major breakdowns. Unfortunately, from a durability standpoint, sensors and electronics are often the weak links in a hydraulic control circuit, but with proper planning your systems can stay up and running. Let’s look into the obstacles that engineers face and a strategy to help ensure uninterrupted and trouble-free operation in harsh and difficult settings.
Cylinder sensing

Specially ruggedized linear sensors are designed to
withstand impacts and vibration typical of sawmills.
In simple and undemanding applications, equipment designers have a lot of options when it comes to specifying cylinder sensors. Two basic positioning methodologies are end-of-stroke sensing and continuous sensing. End-of-stroke sensors, such as Hall-effect devices, are typically economical but only tell whether the piston rod is fully extended or fully retracted.
Continuous position sensors, such as LVDTs (linear variable displacement transformers), optical encoders and magnetostrictive sensors cost more, but provide significantly more information. Users know precisely where the cylinder rod is at all times.
When continuous hydraulic cylinder position feedback is needed in severe applications like lumber mills and tire presses, magnetostrictive cylinder sensors are widely used. They are preferred over alternatives due to their high accuracy, wide temperature range, wear-free operation, and tolerance of shock and vibration. In this design, the sensing probe mounts inside the cylinder, so much of the unit is well protected. (See more details in the sidebar, “Magnetostrictive sensors 101.”)
But regardless of the type of cylinder sensor specified, highly demanding applications push the limits of survivability for standard products and potentially lead to premature sensor failure. Here’s a look at some common problems, and ways to increase uptime despite adverse operating conditions.
Extreme heat
Extreme temperatures can be challenging for any sensor. For example, operating near steel blast furnaces, continuous casters and hot rolling lines subjects equipment to hot ambient temperatures that will stress electronic components and hasten failure.
Users must deal with conduction, convection and radiation heat transfer. To combat the situation, evaluate the installation and possibly mitigate exposure of the sensor to heat sources. In the case of conduction, if possible, relocate the sensor as far from the heat source as reasonably possible. Or if the cylinder has a rear clevis that directly connects to a heat source, you can install a thermal barrier (insulator) to break that conduction path.
Alleviate convection by installing heat shields to deflect hot air flow away from the sensor housing. Often, the same guards will block radiated infrared energy too, although some heat will likely re-radiate from the back side.

Balluff’s BTL profile-style magnetostrictive linear position sensor contains a waveguide protected by an aluminum housing.
Next, look at the sensor itself. Standard cylinder sensors typically have a maximum specified temperature rating of 75° C (167° F), but enhanced versions are available that withstand up to 100° C (212° F).
And don’t forget that not all cables are equal. Standard polyurethane cable materials willquickly deteriorate or melt at higher temperatures, however, specialized cable-jacket materials such as PTFE can withstand up to 200° C (392° F).
There’s also what we call the sacrificial cable strategy. If you are running a 20 m cable between the transducer and control box and the cable fails, you would need to rewire the entire 20 m. Instead, insertashort sacrificial cable from the transducer to the main cable. If it fails because of high heat, technicians can quickly unplug and replace it without rewiring the entire home run cable.
Still too hot for electronics to survive in severe environments? In these cases, mount the sensor in a protective enclosure designed for an air- or water-cooling system. And companies like Milwaukee Cylinder, for example, make water-cooled hydraulic cylinders that will reduce sensor temperatures.
Frigid cold
The opposite condition is often seen in oil and gas operations in arctic regions, where temperatures can fall to –40° C (–40° F) or below. At these temperatures, polymers used in seals and gaskets, cable insulation and outer jackets, and sensor-element damping materials can become brittle. Semiconductor materials start to lose conductivity and circuits can behave unpredictably.
Special hydraulic cylinder sensors with low-temperature polymer formulations are designed to operate as low as –50° C (–58° F). To combat electronic malfunctions, the manufacturer may specify that the electronics are powered continuously below -40° C. Heat dissipation warms the electronics and keeps them within proper operating range.
Physical impact

BTL5 rod-style transducers are often
housed inside a cylinder piston rod.
Falling logs in sawmills, rocks flying up in mobile vehicles, and workers simply using cylinders as steps when climbing on equipment are all typical causes of mechanical impact. Generally, hydraulic cylinders are robust and built to handle such abuse. The same can’t be said of sensors. Standard cylinder position sensors typically have an exposed, extruded-aluminum housing. To improve a sensor’s chances of surviving impact loads, take the guard, embed and upgrade approach.
Guard. Many cylinder manufacturers provide accessory guards for cylinder sensors. A large end cap — essentially a length of steel pipe — mounts over the back end of the cylinder to protect the transducer inside. A disadvantage is that they must be removed to service the sensor, and all too often, they are left off after servicing, leaving the sensor vulnerable to impact.
Embed. Instead of mounting the sensor outside the cylinder, compact sensors can be embedded inside the cylinder. Thus, the rugged cylinder itself protects the sensor from damage and only the electrical connection is exposed. Such sensors are often installed in welded cylinders for mobile hydraulic applications, and they are suitable for stationary industrial applications as well.
Upgrade. Cylinder sensors with especially robust housings are an upgrade over standard types. These designs feature low-profile, robust stainless-steel construction that are attached with several bolts. The housing serves almost like its own protective guard.
Shock and vibration
Shock and vibration are probably the number one challenges to reliability under severe operating conditions. Often, they are unavoidable. Shock is inherent to many applications — that’s why hydraulics is chosen over electric motor drives — but sometimes the feedback device can’t survive the abuse. Here is some ammunition if you are running into really problematic applications.

Cylinder sensors and cables used in steel mills must be built for high-temperature conditions and shielded from the heat.
One, look at the hydraulic motion-control system. If an application suffers from a high sensor failure rate due to shock, first determine if machine operations can be tweaked to reduce shock loads. For example, can the motion-control profile be tuned to deliver less violent acceleration or deceleration and enable softer starts and stops? The key to reducing shock is to lower the peak amplitude of the g-forces and stretch out the transient time so the acceleration gradient is less severe. A 100-g peak shock delivered over 6 msec is less severe than the same load delivered within 3 msec.
Next look for sensors with more-robust specifications. Most sensors in the field are rated for at least 100 g shock. Some go beyond that, with ratings up to 150 g. And sensor suppliers may offer specially engineered variants not published in their catalogs.
Also, consider the connector. The added mass of a sensor-mounted connector can make the sensing system more vulnerable to severe shock, flexing and cracking. Replacing broken connectors with so-called “pigtail” or “inline” connectors that have 200 to 300 mm of flexible cable running from the sensor to a quick-disconnect is a simple fix to extend cable life from six weeks to five months in a violent hydraulics application.
Vibration is a fact of life in industrial and mobile settings and eliminating it can be difficult or impossible. In most cases, enhanced sensor design is required to improve sensor survivability when exposed to extended high-vibration environments.
An effective design and testing methodology to ensure sensors can withstand extended exposure to vibration is called HALT, or Highly Accelerated Lifetime Test. Products undergoing HALT are subjected to accelerated aging during their development to pinpoint and eliminate weak points. Look for sensors with excellent specifications for vibration. EN 60068-2-6 provides a good guideline.
Liquid ingress
Outside of shock and vibration, moisture ingress is another major headache. Much like solving heat-transfer problems, first look at relocating the sensor to a more-protected area or add a protective splash guard. Then consider the sensor’s ingress protection (IP) rating and make certain the design fits the task.
Standard sensors are designed to withstand liquid ingress for a period of time but are not rated for constant immersion or exposure to wet conditions. Continuous exposure lets water, coolant, and oil eventually bypass the gaskets found on many standard sensors rated to IP67 or less. In these cases, consider sensors with higher IP ratings. IP68 sensors handle complete submersion; and IP69K sensors withstand pressurized washdown. Some sensor housings are hermetically welded to provide a 100% leak-proof assembly.
But again, don’t forget the cable. Often a user will select an IP69K sensor and then mistakenly connect it with an off-the-shelf
IP65 cable. You must also protect the cable. Cuts or nicks can let liquid bypass the cover and enter the sensor housing. It’s a good idea to install protective tubing over the cable to ensure that it remains intact despite incidental contact or abrasion.
Corrosion
Equipment exposed to corrosive chemicals can degrade sensors and lead to premature failure. For example, aluminum sensor housings can face attack from substances like road salt, sea water spray and acidic fruit juices. In such cases, housings made of 303 and 304 stainless are a great alternative in most applications. In areas where salt water or salt spray is present, 316L stainless steel is preferred.
Additional options
Despite all the best efforts to protect cylinder sensors in extreme conditions, sometimes failure is inevitable. If you need to keep equipment running in a critical application, here are three options.
Redundant sensors. Run a dummy cylinder with a transducer next to the main cylinder. Or install one or more redundant sensors externally with mounting brackets that hold the sensor in place and connect the target magnet to the moving equipment. The sensors operate in parallel. Should one fail, the others continue functioning.
Redundant outputs. This is extremely popular in power generation applications, where downtime is unacceptable. Specialized cylinder-position sensors are available with two or three entirely separate position sensors contained in a single enclosure. Each sensor has its own connector. The advantage is ease of installation in a standard cylinder port, without the need for external mounting brackets. A potential disadvantage is that damage to the magnet or pressure tube would cause all the channels to fail, although in practice that rarely occurs.
Rapid repair. Lastly, in the event of a failure, how fast can you get the equipment back up and running? Sensors are available with modular electronics that can be quickly removed and replaced while the pressure tube stays in the cylinder. In a rapid repair unit, the flange remains threaded into the cylinder, which keeps all the hydraulic fluid inside and prevents contaminant ingression. Technicians need only replace the waveguide in the electronic housing and the unit is
again operational.
Another rapid repair strategy: install a sensor with redundant outputs but connect only one channel for control. Cover the unused connectors to protect them while not in use. If the control channel fails, simply move the connecting cable to another channel and resume operations. The sensor unit with a failed channel can then be repaired during a planned maintenance shutdown.
Magnetostrictive sensors 101
Magnetostriction is a property of ferromagnetic materials that change their shape or dimensions in the presence of a magnetic field. Practical applications of magnetostrictive actuators range from high-force linear motors to active vibration control systems, and the magnetostrictive effect is well suited for use in industrial linear position measurement sensors.
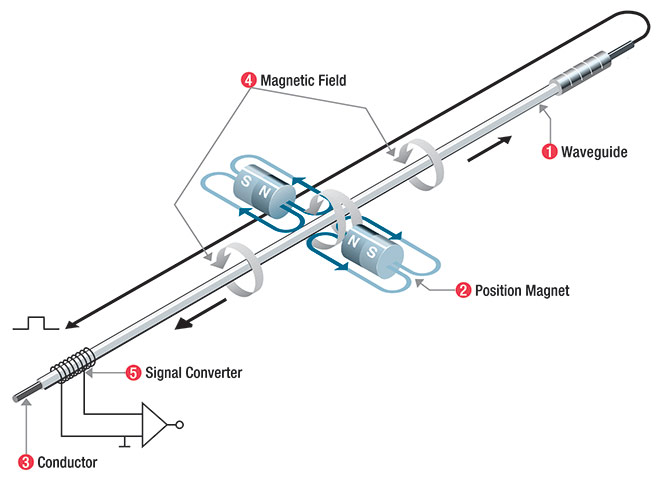 The sensors have an iron-alloy sensing element, typically referred to as a waveguide. The waveguide is usually encased inside a stainless steel pressure-resistant tube or an aluminum extrusion. A position magnet is attached to the piston of a hydraulic or pneumatic cylinder or the moving part of a machine. Applying a short electrical pulse (1 to 3 µsec) to a conductor attached to the waveguide generates a magnetic field that travels along the waveguide. The magnetic field from the position magnet interacts with the generated magnetic field which, in turn, creates a mechanical pulse on the waveguide. This mechanical pulse travels at a constant speed to the end of the waveguide, where it is detected by a signal converter. The time elapsed between the initial electrical pulse and the received mechanical pulse accurately gets converted to the absolute position of the position magnet and, ultimately, that of the machine or hydraulic cylinder.
The sensors have an iron-alloy sensing element, typically referred to as a waveguide. The waveguide is usually encased inside a stainless steel pressure-resistant tube or an aluminum extrusion. A position magnet is attached to the piston of a hydraulic or pneumatic cylinder or the moving part of a machine. Applying a short electrical pulse (1 to 3 µsec) to a conductor attached to the waveguide generates a magnetic field that travels along the waveguide. The magnetic field from the position magnet interacts with the generated magnetic field which, in turn, creates a mechanical pulse on the waveguide. This mechanical pulse travels at a constant speed to the end of the waveguide, where it is detected by a signal converter. The time elapsed between the initial electrical pulse and the received mechanical pulse accurately gets converted to the absolute position of the position magnet and, ultimately, that of the machine or hydraulic cylinder.
In practice, the cylinder head and rod shaft are often gun-drilled and the stainless steel tube, which contains the magnetostrictive sensing probe, gets inserted inside. Thus, the sensing element is well-protected. The transducer electronics housing mounts to the cylinder end cap.
Magnetostrictive cylinder position sensors offer many advantages over other options. The design is inherently rugged, and there is no mechanical contact or wear between the magnet and sensing element. And the sealed unit is unaffected by dirt, dust and other potential contaminants.
The sensor is quite accurate. It can detect position changes as small as 1 µm and provide absolute positional accuracy to ±30 µm. And they are available in numerous sizes and configurations to handle many different applications.
They also offer different analog and digital interfaces. Common analog output signals include 0-10 Vdc and 4-20 mA. Digital output options include SSI, Ethernet, IO-link, CAN Bus and many others.
Because magnetostriction relies on the interaction of magnetic fields, very strong external magnetic fields near the sensing element can cause problems. Likewise, proper shielding is necessary to protect the signals from electromagnetic interference.
Balluff
www.balluff.us
Filed Under: Cylinders & Actuators, Fluid Power World Magazine Articles, Sensors, Slider