
Edited by: Mike Santora • Associate Editor

Bosch Rexroth provided the intelligent hydraulics as well as the drive-based motion logic control system that closes the control loop between the cylinder position, force and speed of the pump drive.
Whether it’s profiles or rods and rolls, in many applications steelworks are requiring higher accuracies for the linearity of their products. For workpieces up to 30 m long and diameters up to 800 mm, MAE Maschinen-und Apparatebau Götzen designed a large-part straightening machine with more flexibility and better resistance to harsh ambient conditions.
“Our development goal was to have a modular series that covers the entire spectrum for straightening long parts ranging from relatively low forces and manual loading to extremely powerful and fully automated solutions,” said Manfred Mitze, managing director of MAE Götzen. From the beginning of the project, the design team knew that the machine had to employ hydraulic drives for the straightening hammers. All the other movements are performed by means of electromechanical drives. “We were looking for an experienced partner for the entire automation solution with motion control, electromechanical system and hydraulics, this is why we opted for Bosch Rexroth,” said Mitze.
The team from Bosch Rexroth designed the complete drive system for MAE and simplified the structure of the hydraulic system. The heart of this design is the variable-speed pump. It consists of an intelligent controller and a servomotor, which powers two variable displacement pumps at one shaft. The pumps generate a working pressure of 315 bar. They move a single-rod cylinder in a closed control loop according to the input of the higher-level straightening controller RICOS.
To straighten the workpieces, the operator enters the diameter, material and the required accuracy and presses “Start.” The electric motor of the variable-speed pump drive accelerates, and a straightening hammer presses the profile at up to 25,000 kN against two anvils. Despite these great forces, the new straightening machine sensitively corrects bends to deviations less than 0.1 mm.
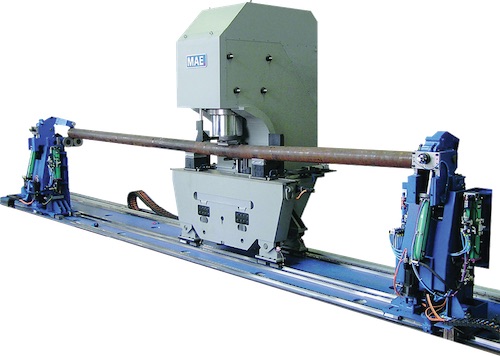
The large-scale leveling unit shapes workpieces by applying forces of up to 25,000 kN with tolerances of less than 0.1 mm.
Below the machine control, the drive-based Motion Logic System IndraMotion MLD closes the control loop between the cylinder position, force and speed of the pump drive. For the straightening process, the motor speeds up until the required torque is achieved. Then, the axial piston pump swivels in and maintains the torque. These controllers limit and maintain the torque in a process-oriented manner.
Increasing safety was also a design concern. The drive-based control coordinates up to seven further axes for auxiliary movements. It exchanges information in real time over a Sercos bus with the connected axes and with further controls, relieving the higher-level process control. The control is based on the internationally standardized PLC in accordance with IEC 61131-3 and blocks according to PLCopen.
Operators can set up and load machines without any hazards while the protective door is open. The design uses safe stop 2 (SS2) of the drive controller and, as an additional safety feature, the motor brake, which is cyclically tested by the controller.
In the fully extended variant, the large-part straightening machine from MAE is fitted with up to 20 servodrives. In this case, profiles are inserted at the rod ends in the two movable workpiece fixtures. Through roller rail systems, servomotors position workpieces of several tons.
The collaboration helped create a straightening machine that operates with a simplified hydraulic system and 80% less engergy consumption. Ultimately, the efficiency of the design process itself led to a more efficient product.
Bosch Rexroth
boschrexroth.com
Filed Under: Fluid Power World Magazine Articles