
The complex shapes created by powder compacting presses rely on hydraulic power and precise motion control.

Figure 1. New powder compacting press from Gasbarre
Contributed by Fred Babson, Business Development Manager, Delta Computer Systems Inc.
Powder compacting presses are typically used to form complex shapes from metallic, ceramic or other powdered materials that are hardened after compression via a high-temperature sintering process. In order to evenly distribute and compact the powder throughout a complex part die, multiple motion axes operating hydraulic rams, working together, may be required. This in turn requires coordinated multi-axis motion control. A case in point involves a new powder compacting press manufactured by Gasbarre Products Inc. of Dubois, Penn. Gasbarre makes presses in a variety of sizes, capable of exerting compaction forces from 1 to 750 tons. Most of the company’s customers are suppliers to the auto, lawn and garden, hand tool, and recreational vehicle industries.
Gasbarre’s new press (Figure 1) employs seven hydraulic cylinders operating concentric punches (Figure 2), and a linear servo actuator, to load a die with powdered material. The disk shown in Figure 3 is a simple example part produced by the press. Though it requires multi-axis compression to form, it is not as complex as parts which could be produced by the machine.
Compression cycle challenges

Figure 2. Sample part produced by Gasbarre’s new powder compacting press
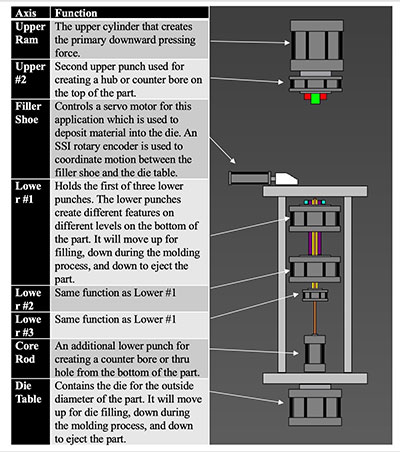
During a compression cycle the axes (Figure 5) will typically switch between geared, synchronized and independent motion control at various times. This is done to smoothly and uniformly move the powder material into the die and then compact it, so that the density of each level of the molded part stays within design specifications.
When decompressing the part, deflection compensation must be done on the various tool members because, depending upon the surface area of the punches, they will deflect differently. Without deflection compensation, as the tooling decompresses, the punches could spring back at varying rates, causing cracks in the part.
The next challenge is to extract the part from the die. The machine must have enough flexibility in speed, position control and sequencing to eject the part from the die without creating any stress on the part which would result in cracks.

Figure 3. The Gasbarre press employs concentric hydraulic cylinders to produce complex part shapes.
Gasbarre engineers designed the hydraulic circuits to provide high flow to the cylinders for speed of operation, but they augmented the main proportional valves with smaller valves to be used for extremely accurate positioning. The main upper cylinder is able to achieve speeds of up to 14 in./sec during a rapid move and still position within 0.0002 in. Controlling the hydraulic circuits on this machine requires 15 separate tasks running simultaneously to smoothly handle the throttling of the various hydraulic valves.
Selecting the motion controller
When selecting a motion control solution to perform these functions, Gasbarre’s management wanted to use just one multi-axis controller. “Using a single motion controller makes system development and troubleshooting much easier,” said Larry Shindledecker, Gasbarre Electrical Design Engineer. In addition, Gasbarre needed a controller with high performance and high precision operation. “We are traveling at 10 in./sec and we need to establish our target position to ±0.0005 in.,” said Shindledecker.
He selected the RMC200 electrohydraulic controller from Delta Computer Systems Inc. of Battle Ground, Washington (see Figure 6). “We started using Delta controllers fifteen years ago with the RMC100 and then migrated to the RMC150,” said Shindledecker. “When we needed more axes than we could fit into the eight-axis RMC150, we switched to the RMC200, which can handle up to 32 axes.”
Good connections
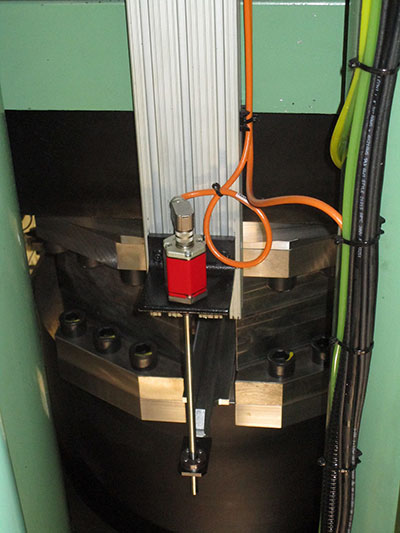
Figure 4. The position of each cylinder is measured by an externally-mounted magnetostrictive displacement transducer probe.
A strength of the RMC200 is the ability to connect to a large number of input transducers. In the case of the new Gasbarre press design, the motion controller connects directly to seven linear position transducers with SSI (synchronous serial interfaces) and 0.5 micron resolution. Figure 4 is an example of how one of the transducers mounts outside one of the lower cylinders. The motion controller also connects to 17 high-precision pressure transducers, one rotary SSI transducer and one load cell.
Ten of the pressure transducers are paired, one on each end of five of the cylinders to measure the force that is being applied (the difference between the pressure readings corresponds to that cylinder’s applied force or load). “In addition to measuring force, we are monitoring pressures for diagnostics,” said Shindledecker. “The Delta controller makes a great tool for troubleshooting when transducer data can be recorded and graphed together.”
“With the monitoring capability of the motion controller we will have more data available to assist in future upgrades and better utilization,” added Heath Jenkins, President of Press and Automation Business at Gasbarre.
Besides the pressure transducers, the main upper cylinder is fitted with a load cell for the purpose of reading the compaction force that it delivers. Gasbarre’s experience is that the load cell provides more accurate force readings than using pressure transducers in cylinders, without needing to worry about external influences like seal friction.
Programming the motion
The motion programming and tuning was done using Delta’s RMCTools software. The software uses drop-down menus and fill-in boxes on screen to program the motion sequence for each axis. “Delta’s synchronization commands are straightforward and easy to work with,” said Shindledecker. “Most of the other motion controllers I have used are less intuitive.” For example, RMCTools developers can work directly with gear ratios, timing, and rates of acceleration and jerk (i.e, the rate of change in acceleration) without needing to do low-level machine programming.
 “Initially, I had some concerns with utilizing the more complex features of the RMC like camming and advanced gearing,” said Shindledecker. “But I made a trip to the Delta factory and worked with a Delta engineer for a week on this project. This was very helpful.”
“Initially, I had some concerns with utilizing the more complex features of the RMC like camming and advanced gearing,” said Shindledecker. “But I made a trip to the Delta factory and worked with a Delta engineer for a week on this project. This was very helpful.”
The same RMCTools environment supports all of Delta’s current RMC motion controllers. “The software compatibility between the RMC150 and the RMC200 works out very well,” said Shindledecker. “It helped us reduce the programming time required for this product by letting us re-use motion steps in newer machines that we’ve used before.” RMCTools is also useful for troubleshooting, with a key component of the package being the Plot Manager. This is a tool that allows various motion parameters such as axis position, velocity, and hydraulic pressure to be plotted in real time and compared with target values produced by the control algorithm. The output is displayed on the screen of an attached PC or saved in a file for later review or archiving purposes.
To aid in tuning the motion axes for optimal operation, Delta’s RMCTools software also contains a Tuning Wizard, which builds a mathematical model of the system being controlled and suggests what gains should be applied to the control loop parameters to minimize the error between actual and target motion. “I use the tuning wizard for the initial tuning on the different axes,” said Shindledecker. “After that I go in and modify them manually to optimize them for our process.”
 Besides actively controlling motion axes, Delta motion controllers can connect to additional transducers for the purpose of monitoring other status points on the machine. “The RMC200 has now given us what we have been asking for,” said Jenkins. “With up to 32 axes available we can now control all of our hydraulic axes plus gather diagnostic information.”
Besides actively controlling motion axes, Delta motion controllers can connect to additional transducers for the purpose of monitoring other status points on the machine. “The RMC200 has now given us what we have been asking for,” said Jenkins. “With up to 32 axes available we can now control all of our hydraulic axes plus gather diagnostic information.”
“The functionality of this machine would be extremely difficult to accomplish without the use of the Delta RMC200,” concluded Shindledecker. And Jenkins added, “Now we offer a fully hydraulic technology, pressing with counterforce from below instead of hard stops (like most of our competitors). This means that everything is very precisely set based on a reference point that is easily controlled – unlike manual adjustments which other presses require. This allows quick recall of recipes and allows us to use more junior die setters, not only for repeat parts but even for first-time setup.”
Delta Computer Systems
deltamotion.com
Filed Under: Motion Controllers