
Gear pumps are widely used in applications ranging from injection-molding machines to wind-turbine power plants. The new QXEH Series internal-gear drive units from Bucher Hydraulics are said to offer a performance advantage over other gear pumps, thanks to several engineering features. These include:
-
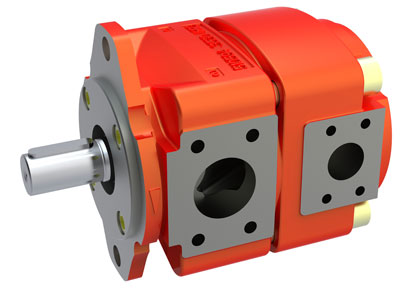
Bucher Hydraulics QXEH internal gear pumps offer low operating noise, good controllability, energy efficiency, high reliability and long life.
The QXEH Series non-compensated design permits long and symmetrical pressure build-up sections over the entire pump crescent.
- Pinions and shafts are manufactured as a single piece.
- The single-stage drive unit requires no sealing and compensating elements for internal sealing of the pressure area; and eliminating gap-compensating elements improves controllability.
According to Bucher Hydraulics engineers, this results in extremely quiet operation, precise controllability in highly dynamic reversing modes, and higher reliability and efficiency versus similar products from competing suppliers—as proven by benchmark tests conducted by several major injection-molding machine manufacturers. In addition, intrinsic low noise emissions and low flow pulsations lets OEMs save costs by eliminating the need for additional noise-reduction measures.
The free-running gear with pinion and sprocket in the non-compensated pump allows for simple and quick configuration over a wide pressure and speed range. The drive unit also has high hydraulic-mechanical efficiency. The non-compensated system exhibits low mechanical friction. Moreover, fluid feeds into the pump through internal cast-metal suction and pressure channels designed for low turbulence. Both features lower energy consumption.

The non-compensated QXEH features controlled pressure build-up along the crescent, a one-piece pinion and shaft, and balanced suction and pressure areas.
The pump’s symmetric structure also helps ensure high operational reliability. This is particularly relevant in highly dynamic servodrives, where the pump briefly reverses to avoid pressure peaks. Enclosed in a precisely manufactured chamber, the QXEH Series units contain a free-running gear without sealing elements in the crescent, thus requiring no special backup pressure at the pump outlet. So the pump runs normally even in reverse mode with outlet pressures of up to 1 bar. This not only pays off through high drive-unit reliability but it also eliminates auxiliary valves that other pumps require to protect against failure in reverse operation—which reduces costs and energy losses.
For operation in a multi-quadrant mode, Bucher Hydraulics has developed a special design: The QXEM internal-gear drive unit. It also has a symmetric structure with identical high- and low-pressure areas, special metering grooves and lubrication systems, as well as two same-size pressure-tight connections. The design is optimized for two- and four-quadrant modes and is thus suited for rotation in both directions at high and low pressures.
The single-stage QXEH Series units are rated for pressures to 280 bar over a broad temperature, viscosity and speed range. Thus, they are suited for numerous applications. For example, according to Bucher officials, they offer high reliability and operational safety over millions of load cycles in injection-molding machines. They meet strict low-noise emission requirements in folding and bending machines. And press manufacturers are teaming QXEH pumps with variable-speed drives, permitting smaller and more cost-effective drives.
Highly dynamic servodrives can briefly reverse pump rotation to release pressure, thanks to a symmetric structure requiring no extra pressure-retaining valves.
QXEH units also operate with low-flammable media like HFC fluids, such as used in pressure-casting plants that pose a potential fire hazard. With the non-compensated system, few moving parts and high-strength materials, the units run trouble-free on such fluids. Moreover, the flow configuration, special tooth geometry and long pressure build-up sections in the crescent avoid HFC-related risks of cavitation.
The single-stage QXEH Series expands Bucher Hydraulics’ QX drive series, which is available with one to three stages and pressure levels from 125 to 400 bar.
Bucher Hydraulics
www.bucherhydraulics.com
Filed Under: Pumps & Motors, Slider