
For decades, fluid handling system components, such as impellers, vanes, pumps, and housings, have been manufactured using a labor-intensive, lost-wax investment casting process that requires 12 separate steps. This challenging, costly, and time-consuming process requires additional steps and tooling to create soluble or ceramic cores that form complex internal ports, passages, channels, and baffles.
Now, however, manufacturers use innovative 3D printing technology to produce monolithic ceramic shell molds with integrated internal cores that arrive at the foundry “ready for pouring.” These molds are designed to cast single, large parts, such as impellers, or can be used to create multiple smaller parts with a few minor additional steps.
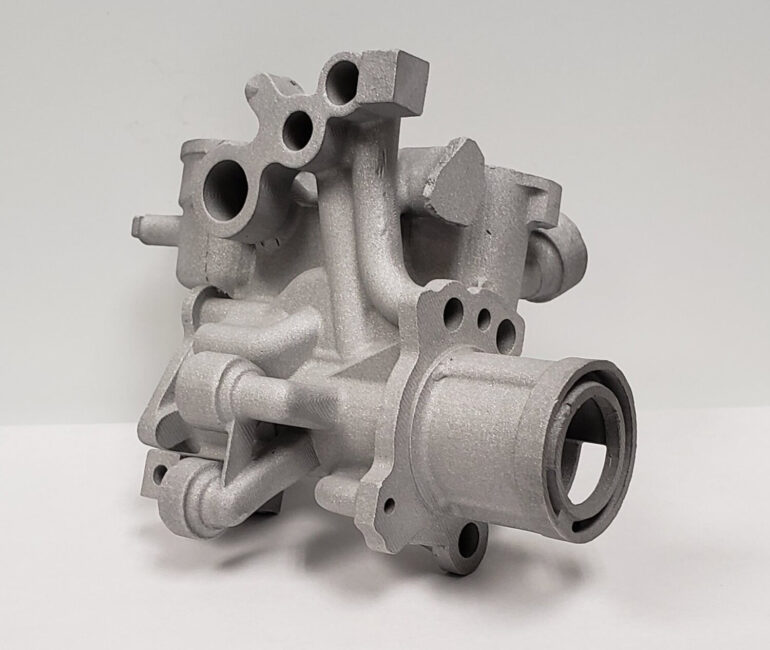
The Digital Foundry can create monolithic printed shells with multiple integrated cores to directly produce a complex oil pump casting without any tooling, soluble wax cores, or wax patterns.
Compared to traditional investment casting, 3D printing technology can lower the cost of manufacturing fluid handling components by more than 50% and decrease lead times for new or modified parts by a factor of ten. The more complex the part, the greater the cost and lead time reduction.
“The advantage of receiving the external shell along with the core in an integrated, monolithic, ready-to-pour mold is significant. With the new 3D printing technology, we can create some very complex internal part geometries that we probably could not create with the traditional process. Some geometries are too complex to make with a traditional die or any other method,” said Marc Riquelme, president of Signicast and OptiMIM.
Signicast is a world-class provider of commercial investment castings based in Hartford, Wisconsin. With facilities across North America and Europe, Signicast serves sectors such as fluid technologies, defense, aerospace, medical, firearms, power tools, mining, and oilfield. OptiMIM is a metal injection molding manufacturer of complex precision components.
The core problem with complex internal geometries
The challenge for investment casting is not in creating the external shell but in making internal cores, which can be very complex.
“In terms of fluid handling, there are often internal cavities that are critical to the functionality of the product,” said Riquelme.
In traditional investment casting, parts that require complex internal cavity configurations are typically created with soluble wax or ceramic cores.
Most applications use a soluble wax core. To create the core, soluble wax is injected into a metal mold to form the geometry of the internal passageways. The core is then ejected from the mold and cooled. The soluble core is then placed in a precise position within the cavity of the metal mold for the entire component. The position of the soluble core within this mold is held by support points incorporated into the mold during the design process. The mold is then closed, and the pattern wax is injected into the cavity around the soluble core. Once the pattern wax is cooled, the part is ejected from the mold and inserted into a bath of mild muriatic acid to dissolve the soluble core.
When the passageways are particularly complex, pre-formed ceramic cores may be used instead. Like soluble cores, the ceramic cores must be positioned carefully inside the mold for the outer shell. However, they are not removed until after the metal has been cast.
Although soluble wax cores can be effective, they increase process costs and lead to significant scrap. Immersion in muriatic acid also increases lead time and costs. Even when ceramic cores are used, a high yield is not guaranteed because cores are notorious for slipping or shifting out of position when the wax melts away.
Ready-to-pour ceramic molds
Although Signicast still uses cores for typical castings, the company now receives ready-to-pour ceramic shell molds for complex fluid handling applications from Atlanta-based DDM Systems. Signicast then pours the shells utilizing traditional investment casting methods.
DDM’s Digital Foundry technology can produce precision investment castings of complex engineered components without any upfront investment in hard tooling, without any patterns, and using 3D printed ceramic shell molds with integrated internal cores.
The first step is taking a CAD model of the casting to design and 3D print ceramic shell molds with integrated cores using a process called LAMP (Large Area Maskless Photopolymerization). The technology involves a ceramic resin cured with UV light to produce the shell molds layer by layer. In LAMP, the 3D “printer head” projects images in UV light onto the resin, causing it to solidify in patterns corresponding to slices of the shell.
The resulting ceramic structures can achieve the high level of detail expected of investment casting grade cores and molds. Once the ceramic shells are printed, they must undergo a thermal processing step using well-established techniques for firing ceramics. DDM possesses trade secrets related to ceramic formulation and firing.

DDM’s LAMP 3D printer produces ceramic shell molds with integrated internal cores and enables Digital Foundry technology to produce precision investment castings of complex engineered components with no upfront investment in hard tooling and no patterns.
According to Suman Das, founder and CEO of DDM Systems, LAMP significantly reduces costs by eliminating the first seven of 12 investment casting steps typically required to produce a traditional investment casting shell. These seven steps account for 90% of all scrap and approximately one-third or more of the total manufacturing cost of producing an investment casting, depending on the part’s complexity. This does not take into account the elimination of the extra process steps and tooling requirements to create soluble or ceramic cores, which only add to the staggering costs and long lead times.
With their approach, DDM can engineer, print, fire, and deliver monolithic shells with integrated cores in as little as 10 days. The printed ceramic shell is compatible with all air-melt foundry processes to produce fluid handling parts in steel, aluminum, and nickel alloys.
“Because the digital foundry process can produce printed and fired shells with integrated cores that are ready-to-pour in two steps without any tooling, the overall lead time for castings can be one-fifth or less of the time taken by conventional methods,” said Das. DDM holds more than 25 patents covering equipment and methods in six countries.
The integrated, monolithic ceramic shells can be used to cast a single, large item, such as a 10-in. diameter impeller, or multiple smaller parts using a slightly revised, hybrid investment casting approach. For multiple parts, the ready-to-pour printed and fired shells are attached to a wax sprue and coated in a slurry to provide an additional layer of ceramic that coats the wax sprue and shells. When it dries, it creates a continuous ceramic body ideal for investment casting.
The process is already helping industries streamline the investment casting of complex fluid handling system components. In one example, Signicast needed to cast an extremely complex oil pump component for hydraulic applications. The aluminum casting featured multiple curvilinear internal channels. If made through conventional methods, the casting would have required 12 sets of unique tooling to produce the soluble wax cores for the internal passages and one set of pattern wax tooling for the external geometry. DDM delivered a monolithic printed shell with integrated cores used by Signicast to directly produce the casting without tooling, soluble wax cores, or wax patterns.
Another example involved fabricating a closed 100-mm diameter impeller used in a fluid handling application. For the casting, DDM designed, printed, and fired monolithic shells with integrated ceramic cores for the internal vanes and delivered them to Signicast. The castings were poured in Stainless Steel 316L. The chemistry, metallurgical quality, mechanical properties, and surface finish were consistent with typical production investment castings.
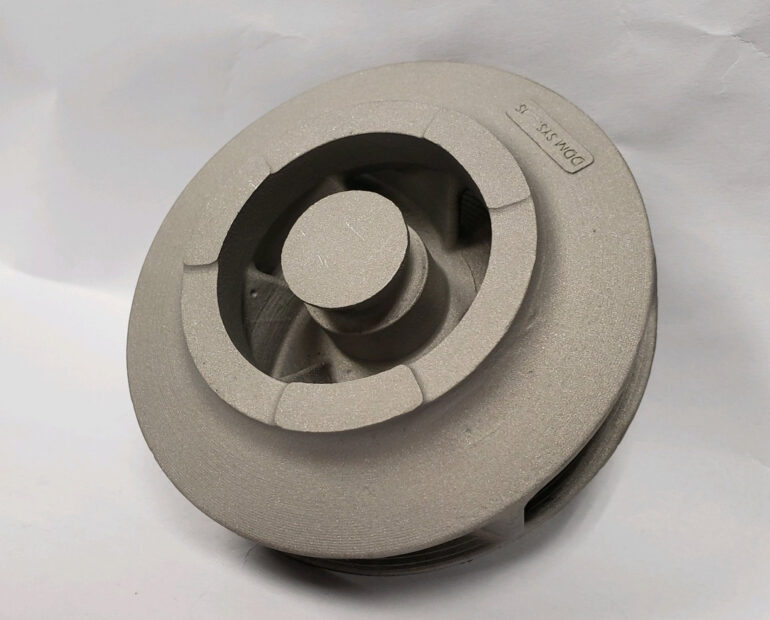
DDM’s integrated, monolithic ceramic shells can be used to cast fluid handling components such as impellers.
With this approach, Signicast can also cost-effectively streamline the investment casting of rapid prototypes when traditional methods are not ideal. DDM’s Digital Foundry can respond quickly to part design changes or begin casting new parts in as little as 10 days. At a traditional investment casting foundry, the lead time for the first parts can take up to 25 to 80 weeks for the most sophisticated, high-performance castings. By eliminating much of the cost and lead time, manufacturers can cast a range of design variants to conduct qualification and “rainbow wheel” tests to optimize the design of various parts.
Although the conventional lost-wax investment casting process has been used for decades, foundries that take advantage of integrated, monolithic, ready-to-pour shell molds will have a competitive edge in meeting the increasing demand for complex parts with minimal cost and lead time. Foundries will benefit from the simplified process to cast complex fluid handling components with the required feature resolution, overall build level, and production volume while eliminating the high costs associated with the upfront investment in tooling.
DDM Systems
ddmsys.com
Filed Under: News, Pumps & Motors, Related Technologies