

Hydraulic applications commonly use 2.5-in., bottom mount type or panel mount gauges, configured with ¼-in. NPT male ports. This stainless-steel design from Noshok is available from 0 to 100,000 psi in 11⁄2, 21⁄2, 4 and 6-in. gauge sizes.
This article was updated on March 16, 2016, with updated text and new images.
What is a gauge? A gauge is any device designed to measure the intensity of a particular type of energy or quality. A light meter is a device that converts photon energy into electrical current so it can measure the intensity of light, for example. Gauges need not be so evolved as the photovoltaic cell in a light meter; however, a rain gauge is just an open tube with markings on it to measure how much rain has fallen since the last time you looked at it.
In the fluid power world, we typically have three major criteria worth measuring: pressure, flow and temperature. There are a few smaller qualities we quantify, but these three provide the most accurate snapshot of the health and performance of your hydraulic or pneumatic system. And in measuring pressure, flow and temperature, there are also three levels of accuracy customarily used, which I will describe as I discuss each measurement criterion.
Of utmost importance: pressure
Pressure is the essence of fluid power. The ability to condense matter and move it around is how hydraulic and pneumatic systems are capable of such wonderful things. Most fluid power systems have at least one pressure gauge, while others can have dozens of locations with test points where a pressure gauge can be attached while the machine is running.
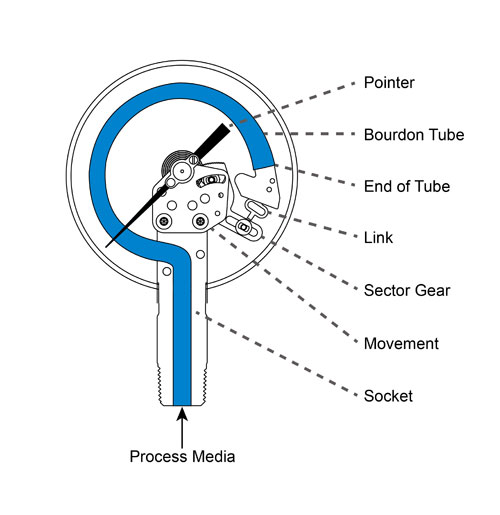
Illustration (and model above) show how Bourdon tube pressure gauges work, with a curved tube closed at one end, which is attached to a spring-loaded mechanism that is attached to the gauge’s needle.
Image courtesy of Noshok
Pressure is measured in both hydraulic and pneumatic systems with the same type of pressure gauge. The bourdon tube pressure gauge is the most common type used to measure fluid pressure because it is reliable, inexpensive and relatively simple. The bourdon tube is a curved tube closed at one end, which is attached to a spring-loaded mechanism that is itself attached to the gauge’s needle. The port of the gauge is attached to the location in the system where you’re measuring pressure.
As pressure increases within the bourdon tube, the metal tube starts to straighten, and as it does, it tugs on the lever attached to the needle. The magnitude of straightening, and the movement of the gauge are highly precise, and each gauge is calibrated when manufactured. Pressure gauges are highly reliable, but can degrade over time, especially with pressure spikes.
The quality of the gauge plays a role in its accuracy and reliability. A glycerine-filled gauge, for example, uses liquid glycerin to act as a fluid damper, which can not only dampen pressure spikes, but reduces the tendency of the needle to vibrate or jump across the dial. Should toxic or corrosive fluid require measurement, or if temperature extremes are constant, diaphragm seals can be used to isolate the gauge from the fluid of the system. The system fluid pushes on the diaphragm, and the diaphragm pushes on the transmitting fluid, actuating the pressure gauge. Fluid power systems rarely operate with fluids so exotic as to require diaphragm seals, so I won’t discuss them further.
A pressure gauge for most applications
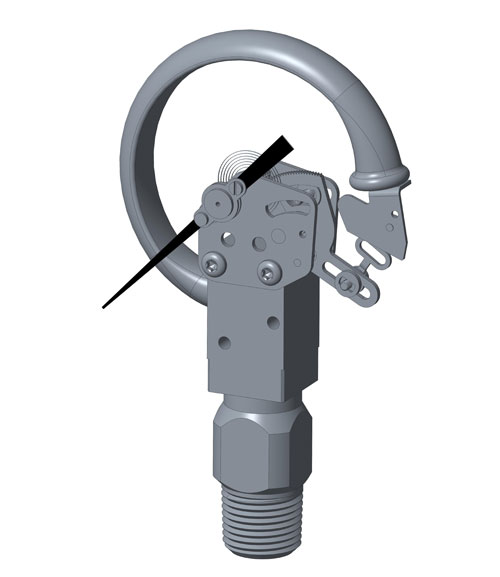
A system model of a Bourdon tube pressure gauge. Image courtesy of Noshok.
By far the most widely used pressure gauge for hydraulics is the 2.5-in. bottom mount type. A close second in popularity is the same 2.5-in. dial size gauge, but with back mount, also known as panel mount. Each of these is most often configured with ¼-in. NPT male ports, and although any port is available, they are usually special order items. It goes without saying that an O-ring thread would be preferred, but the confusing popularity of NPT is a discussion for another day. Regardless, the 2.5-in. dial gauge is at the upper range of accuracy for pressure gauges, and is used to express a relatively exact number.
To be fair, the thread is often not important, because NPT gauges are permanently installed and usually don’t leak, or the gauges are added to a test point adapter. A test point is a special type of quick coupler capable of being connected to the system under high pressure. The test points are permanently installed male fittings, located in key locations around the hydraulic system. The gauge adapter is also permanently attached to the gauge, and the female port mates to the male test point. The advantage of test points is a reduction in cost, as test points can be purchased for a quarter of the cost of individual gauges. Permanently installed pressure gauges are prone to fatigue and failure, so test points avoid this issue at the sacrifice of convenience.

Test point quick couplers (here and below) are permanently installed male fittings, located in key locations around the hydraulic system. The gauge adapter is also permanently attached to the gauge, and the female port mates to the male test point. Images courtesy of Brennan Industries
If convenience is desired and budget is less of a concern, permanently installed gauges can be equipped with snubber valves. Gauge isolators can also be added to improve reliability. The snubber valve is usually just an adapter fitting with an orifice designed to dampen pressure spikes or hydraulic hammer. A gauge isolator is a shut-off valve designed to block fluid entering the gauge entirely. When a pressure reading is required, the valve is opened, the measurement is observed, and then the valve closed again. This solution provides the ultimate in reliability and convenience, but as you can imagine, the cost can be prohibitive.
Pneumatic pressure gauges are less expensive and usually permanently installed. The measurement range is rarely more than 150 psi, so their dial faces are smaller, often only 1.5 to 2.0 in. The smaller gauges also have smaller ports, usually 1⁄8 in. NPT. This makes them easy to mount directly to valves and components. Pressure regulators, for example, are not much good without an installed pressure gauge, as playing guesswork with the pressure setting is counterproductive.
Flow meters: a window into the system
Pressure is usually the only criteria measured in pneumatic systems, but flow and temperature are important for observation in hydraulic systems. Because we cannot see what is happening inside the components and conduits of a hydraulic system, it is advantageous to measure flow with a dedicated device. The inline hydraulic flow meter uses the flow forces against a spring-loaded magnetic orifice to move the needle down the face of the dial. More flow equals more pressure against the orifice, and the farther the magnet drags the needle down the gauge face.
Although not highly accurate, because so many factors contribute to the pressure pushing on the orifice, the inline flow meter provides you with a solid representation of what’s happening in the system. If less accuracy is required, a simple flow indicator could save cost. A solid metal body with a ported window containing either a flapper or paddle-wheel will show you that flow exists. This is helpful when troubleshooting, especially when there are many sub-circuits in the system, although these indicators are more popular in the process industry rather than fluid power.

This Hedland inline hydraulic flow meter uses the flow forces against a spring-loaded magnetic orifice to move the needle down the face of the dial.
Image courtesy of Badger Meter
Maintain system health with proper temperatures
A healthy hydraulic system enjoys a “Goldilocks zone” of warmth, where the oil is warm enough to flow well, but not so hot as to oxidize or lose lubricity. Measuring temperature in a hydraulic system is most common with the reservoir-mounted level and temperature gauge. A thermometer is mounted into the glass of the level gauge, but represents the general thermal health of the system, telling you nothing of where heat is generated, just that it is hot.
Just like the 2.5-in. dial pressure gauge, the same unit is available for measuring temperature, but with a tiny probe that sticks out the bottom past the port thread. The probe must extend into an area of flow, or it will provide an inaccurate measurement of heat. This type of inline mounting can give you readings at various locations in the system, which helps in troubleshooting. A thermometer in the return line of the main system’s relief valve is a good indication that it could be jammed open by contamination, for example. In pneumatic systems, temperature is rarely monitored, except perhaps at the compressor or dryer stages, as heat related to pressure drop is less dramatic than it is with hydraulics.
Know which accuracy level you need
Each fluid condition can be measured accurately, generally or inexactly. The dial gauge can be purchased in up to 8-in. or larger dial face, which will have finer graduations, and a more accurate view of pressure or temperature. High quality gauges are accurate within 0.5% or better, but even economical gauges can achieve accuracy within 2%, full scale.
When the cost isn’t justified for a high accuracy dial gauge, a general measurement of pressure, flow or temperature may suffice. The paddle-wheel flow indicator can show the general velocity of fluid passing through it by observing the speed of the spinning wheel. Inexpensive differential pressure gauges on hydraulic filter assemblies are sometimes a small dial showing gradients of green, yellow and red to represent how clogged the filter element is. If the needle rests in the green zone, the filter is free-flowing. If the needle makes its way to the yellow zone, the trapped contamination is starting to create pressure drop through the filter, warning you to change the element soon. Should the needle reach red, you are now risking the bypass valve opening in the filter assembly, at which point your filter is no longer filtering at all.
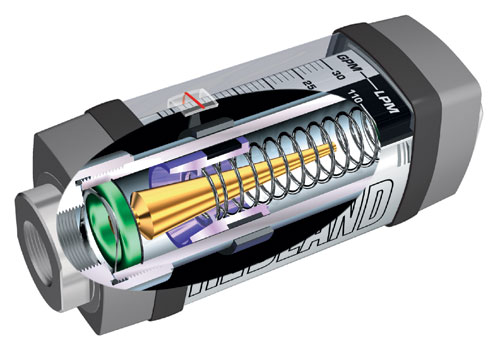
Illustration of the inner
workings of Hedland flow meter
Image courtesy of Badger Meter
The “go, no go” option of pressure, flow or temperature measurement is the lowest level of accuracy. Indicators simply tell you that a condition does or does not exist. A pressure indicator can be found in filter assemblies as well, and will simply pop-up when a pre-set pressure is reached. The pop-up indicates you need to change your filter soon. The inline flow indicator can simply be a spring-loaded flapper that shows that flow exists or does not exist. Temperature indicators are less popular, at least in the analog sense. Electrical temperature warning lights are popular, but fall outside the realm of analog discussion here. In any event, electronic pressure, flow and temperature measurement is exponentially more accurate than analog dials, but that is a discussion for another day.
Filed Under: Fluid Power Basics, Fluid Power World Magazine Articles, Sensors & Gauges