
Vane pumps are quiet, efficient and reliable, especially when they’re provided care. However, they’re not indestructible and experience problems like every other pump. Just like all hydraulic pumps, when taken care of, they may last you a lifetime.
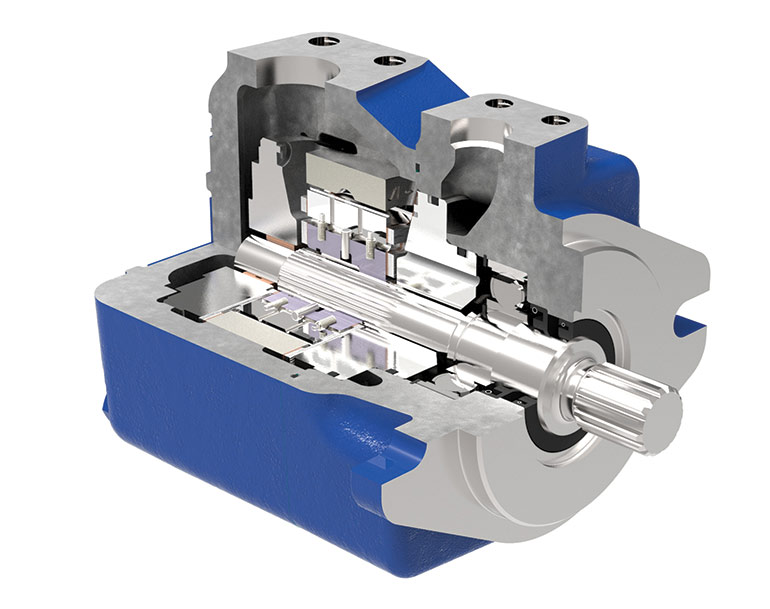
Cutaway illustration of the internal design Eaton’s VSQ hydraulic vane pump
Part of improving your vane pump’s life span is understanding what can go wrong through intelligent troubleshooting. Vane pumps are unique in their construction, using spring-loaded and pressure-activated vanes that push outward onto the cam ring. They’re also straightforward to repair, with replaceable cartridges that include the entire rotating group plus the cam ring.
To better understand the ins and outs of troubleshooting vane pumps, I solicited an expert’s help. Glenn O’Neill has been serving hydraulics for 35 years, starting as a heavy equipment mechanic. He is the GO Hydraulics owner in Scarborough, Ontario, where he services and repairs every walk of hydraulic pump, motor and cylinder.
I asked O’Neill what the most common failures of hydraulic vane pumps are, to which he responded, “The most common failures are shaft leaks, hardened seals, burning of the pressure plates and rotor, usually caused y running dry or contamination.”
A leaking shaft on a vane pump is an obvious point of failure, providing you with a visual clue something is wrong in the form of a liquid sheen dripping from the pump’s front end. I asked Glenn to elaborate on the potential causes of a shaft failure, and he continued, “Shaft leak could be caused by bearing failure, hardening of the seal, or external contamination embedding in the rubber of the seal and running on the sealing surface on the shaft, cutting a groove in the shaft.”
Clearly, some failures are catastrophic, but others sneak up on you. The shaft’s hardening is especially concerning since its observation is impossible without tearing apart the pump for inspection. Regarding the shaft seal, O’Neill added, “hardening of the seal is usually caused by overheating for a lengthy period of time.” It must be stressed that hydraulic systems best operate within a preferred window conducive performance and longevity. Try to avoid extended periods running above 140°F to avoid seal hardening.
Reflecting on other failures, O’Neill pointed out that “another failure is a rippling of the cam ring.” The cam ring surrounds the rotating group and provides the surface against which the vanes reciprocate. “Failure of cartridge kits is usually indicated by a loud noise while under pressure, and reduction of flow,” he added. The cam ring and cartridge noise should not be confused with cavitation, which itself sounds like marbles made their way inside.
Troubleshooting is most helpful while the pump is still in operation. I asked him to discuss the tactics he uses when diagnosing a vane pump failure, to which he responded, “Two quick methods for determining a failure of the pump without removing it are noise volume and feel. When I say “feel,” (I mean to) hold the pressure line and feel for excessive heat and gurgling of fluid on the outlet line.” O’Neill confirmed, “a sound running pump should be smooth, quiet and (have) normal running temp of oil.”
Manufacturers produce both variable displacement and fixed vane pumps, although fundamentally, their rotating groups differ little. Variable displacement vane pumps compensate by pushing the cam ring to the neutral position to reduce effective pump volume. I was curious if the two construction types differed in their methods of troubleshooting. However, O’Neill confirmed, “pressure compensated vane pumps endure the same type of failure as the fixed pumps.” Clearly, the takeaway is thought and care must be applied to the troubleshooting of any vane pump.
Filed Under: Pumps & Motors