

Variable speed pump drives, such as Bosch Rexroth’s Sytronix drive, can reduce energy and noise in industrial settings.
Over the last 30 years, many predicted the demise of hydraulics, as they expected to see electric drives gain in popularity in industrial settings. There was a misconceived notion that hydraulics were dirty and dumb. But the power density advantage and growth of intelligent hydraulics—the combination of electrical controls and hydraulics—helped to ensure this demise never happened. And in plastic injection molding, presses and stamping operations in particular, the use of electrohydraulics is growing and helping to increase energy efficiency and reduce noise levels.
The biggest game-changer in this regard came with the introduction in recent years of variable speed pump drives, which are continually being integrated into automation systems on a plant level, said Jan Komsta, Manager, New Technologies & Simulation, Bosch Rexroth. Most pumps operate on a variable flow or pressure demand, but with variable speed pumps, such as Bosch Rexroth’s Sytronix line, you can reduce the power you use when the system is not at peak demand.
How it works
Electrohydraulic drives typically use resistive or throttling control, said Komsta. Throttling control means that you restrict the flow through a proportional device or valve, which throttles oil flow. Restricting this flow causes pressure drop, which in turn dissipates energy and transmits this energy or heat into the hydraulic oil. This can waste a great deal of energy.
Variable speed pump drive technology is more of a volumetric control, in which flow is controlled by adjusting pump displacement or changing the drive speed of a variable or fixed displacement pump. By removing the valve throttling, you can reduce the amount of heat transferred to the oil and reservoir. As a result, less power is used for cooling and maintaining oil temperature. 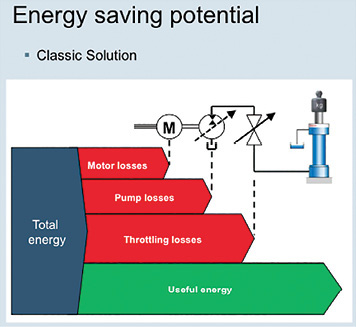
For example, a standard hydraulic system runs usually on a three-phase induction motor that runs at either 1800 rpm or 1200 rpm. When running the pump, you either need flow or don’t need flow; there is no in between. While you are holding pressure and force, you only need to compensate for leakage, not run at high speeds to create flow. Slowing down the pump to a speed where you can just keep the pressure to compensate for leakage is ideal.
Boosting energy savings
The biggest benefit seen by users of variable speed technology is that of energy savings. As Komsta said, it is first necessary to change the mindset of looking just at initial purchase price, and consider overall cost of ownership. “Say you expect your application to run for several years. If you build them a machine, you want them to run it as long as possible with the greatest output from the machine while keeping the machine running as long as possible,” Komsta said.
For example, multiple studies have been done on the total cost of power units. One study showed that for a 1 kW, three-phase electric motor running for five years, the initial cost to purchase it is only 4% of the total cost to own it. All the rest is energy that was paid to run the system. And, if you’re looking at higher powers—say 100-hp motors, the initial purchase price accounts for an even smaller amount of total cost of ownership. 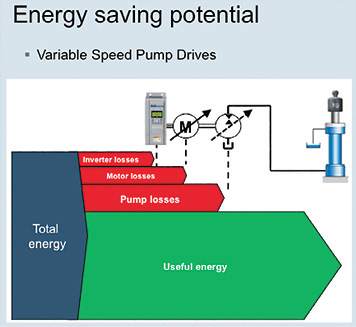
At this point, you will pay even more for the energy. “That is when we need to start looking at buying more efficient systems, to design your system to so it’s more effective and more efficient during the production time when you run it,” Komsta added. “We still need to keep the performance of the machine on the level that the customer wants. That’s the main goal of this technology.”
In addition, variable speed pump drives offer a level of intelligence their counterparts do not. They allow users to communicate with the hydraulic power unit, send command values and read feedback on the condition of the automation system, and more.
Reducing noise
The motor’s speed and pump pressure are the two the most influential factors on noise in a hydraulic system. Take the previous example, for instance: by reducing the speed of an 1800 rpm motor to 200 rpm, you can decrease the noise up to 15-20 dBA, Komsta said. And, if you’re in partial load operation or hydraulic idle time or pressure holding, slowing down the drive and the pump will reduce the noise.
“You make the working environment, the conditions around the power unit, much, much more comfortable for the personnel working around the machine,” Komsta said.
Komsta also mentioned that when working on retrofits for customers, they often would say that noise was not a factor in their decision. “They just take it for granted that hydraulics, because of the power density, is noisy. They just take it for granted that it’s something that comes with the price of this power,” he said. “But no, it doesn’t have to be like that. We had the customers claim that the noise was not really an issue for them until they came and they saw such a variable speed hydraulic power unit running. That just opened their eyes.”
In addition to noise reduction and employee comfort, variable speed pump drives offer another advantage—they do not require the added expense of special covers or shields to protect employees from the noise coming from the power unit.
Variable speed pump drives, such as Bosch Rexroth’s Sytronix system integrate powerful, energy-efficient hydraulic pumps with advanced, intelligent electronics and controls.
Proof to these many advantages is that this shift in technology is coming to Bosch Rexroth’s own plants, with its Go Green project. “Wherever we deal with hydraulic power units, we tried to retrofit them to make them as efficient as possible,” Komsta explained. “So in recent months, we built a completely new manifold test stand using servo drives and servo-driven pumps using this variable speed technology.”
Simplify system design
Because variable speed pump drives eliminate the need for throttling and reduce energy consumption, an added benefit to these designs is simplified system design. By looking at the design of the hydraulic circuits and overall system, you can reduce the need or size of certain components.
After reviewing the power units, cylinders and hydraulic controls—all the control valves, manifolds, pressure relieving valves, pressure reducing valves, etc.—you can precisely control pressure and flow just by changing the speed of the drive. Having this control on your pump and power unit very often allows you to get rid of multiple valves and control devices in your system. For example, demonstrated Komsta, “We’ve done cylinder drives with closed-loop positioning control without having the proportional valve or servovalve between the pump and the cylinder. We achieved really great results, higher accuracy and higher dynamics. So basically you can have almost the same control level as you would had sometimes with a proportional valve.”
With these designs, the only energy that is generated is the energy required to do the work, so less heat is wasted. By reducing the heating of your oil, you can reduce the size of your reservoir and also don’t need to invest in expensive and large coolers or chillers for the oil.
Applications dictate use
The highest number of variable speed pump drives that has been installed has been in plastic injection molding machines, because the industry was already familiar with variable speed operation and hydraulics. The fast response times and high accuracies needed in injection molding make the use of permanent magnet servomotors ideal because they offer high power density and low drive inertia for complex machine control.
There is increasing interest in the press industry, with rubber presses and press brake applications. In these systems, which usually require simple pressure or flow regulation, standard asynchronous induction motors driven with VFDs can be used.
But as Komsta said, selection of variable speed pump drives is very application specific. “Most industrial sectors can benefit from variable speed technology,” he concluded.
Bosch Rexroth
www.boschrexroth-us.com
Filed Under: Fluid Power World Magazine Articles, Pumps & Motors