
 Almost all piston rods on hydraulic cylinders have a protective plating or coating that helps prevent rust and corrosive attack. Hard-chrome plating is often specified, but that may not be sufficient when cylinders face especially harsh conditions, say on off-shore oil rigs. Moreover, repairing or replacing such cylinders can be difficult and extremely costly, making damage protection all the more important.
Almost all piston rods on hydraulic cylinders have a protective plating or coating that helps prevent rust and corrosive attack. Hard-chrome plating is often specified, but that may not be sufficient when cylinders face especially harsh conditions, say on off-shore oil rigs. Moreover, repairing or replacing such cylinders can be difficult and extremely costly, making damage protection all the more important.
As an extra line of defense, Eaton has developed a proprietary Eatonite anti-corrosion laser cladding for piston rods that enhances the reliability of cylinders—particularly when exposed to aggressive conditions. The coating meets Joint Industry Project (JIP) guidelines for wear and corrosion protection according to international certification body DNV GL, and it lets cylinders stand up to demanding salt-water applications and other harsh operating environments. And that, in turn, extends cylinder life and reduces costs of unplanned maintenance and equipment downtime.
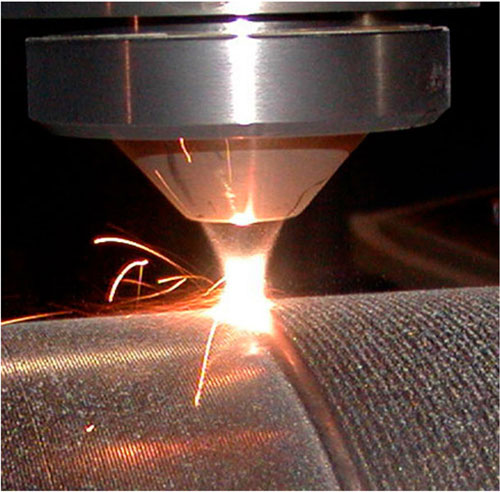
Eaton’s laser-cladding process is basically a refined welding technique, explained Eatonite Product Manager Umar Farooq. It uses a laser beam to heat the workpiece while a stream of inert gas carries metal powder through a nozzle and onto the focus area of the substrate. Laser cladding creates a fusion-weld bond that results in excellent adhesion between the powder particles and piston rod.
The powder itself is an advanced, specialized formulation of stainless steel with alloying elements including chromium, nickel and molybdenum. “The proprietary material has balanced properties primarily targeted toward corrosion resistance,” said Farooq. Cladding thickness normally measures 0.050 in., although layers as thin as 0.015 in. can be deposited for less-demanding applications.
Laser-cladding involves a continuous, automated operation that deposits material as the rod spins. It’s possible to deposit up to 12 kg of powder per minute, but the Eatonite cladding process actually moves a bit slower for closer control, said Farooq. And it does not require post-weld heat treatment, as the deposition process minimizes heat distortion of the rod. It’s suitable for products ranging from small rods to those as large as 1 m in diameter and 21-m long. A large rod could take a few hours to coat, said Farooq.
A laser-clad rod does require a simple finishing step such as light grinding or buffing to ensure all dimensions are within spec. But special polishing or similar operations are unnecessary to meet parameters like concentricity and straightness.
Like most rods, the final surface of Eatonite-coated rods typically averages from 4 to 12 micro-inch roughness. Standard seals work well with the coating, although Eaton engineers have found PTFE and UHMW materials work best in corrosive salt-water settings.
Laser cladding differs from plasma-spray and thermal-spray piston rod coatings applied by impinging powder on a rod. Spray coatings leave the surface pocked with micropores and could create pathways for corrosive attack of the underlying substrate. The surface can be sealed, but that requires additional time, effort and cost. Porosity can also help initiate cracks over time.
Eatonite cladding is denser with no pores, giving excellent durability and corrosion resistance. For example, laser-clad Eaton cylinders have been used on off-shore oil rigs for more than five years (45,000 hours) without degradation, according to company officials.
A second shortcoming of spray coatings is that they mechanically bond to the substrate, added Farooq. This means they are brittle and can flake or spall. In contrast, laser cladding creates a metallurgical bond that can be dented but will not peel off or crack, he said. This lets it better resist impact loads and abrasion. Tests show Eatonite withstands impacts of up to 24 ft-lb of force without cracking, about three times the impact resistance of thermal-spray coatings.
The coating is also quite ductile. Coated, flat test samples can be bent 180° without damage. According to tests at DNV laboratories, rods protected with Eatonite material offer the corrosion resistance of Inconel 625 along with the mechanical performance of traditional SAE 4130 steel piston rods.
Eatonite laser cladding can be applied to new or refurbished cylinders. And although it is rarely necessary, said Farooq, the coating can be repaired in the field using conventional fusion-welding processes, saving considerable downtime and expense.
Because the coating ultimately reduces maintenance costs while increasing system reliability, treated cylinders are suited for most any application where corrosion and impact damage are concerns. To date, they have been primarily used in oil and gas exploration and production applications, as well as in dams and wastewater-treatment facilities. Other typical heavy-duty settings include ship and marine applications, bridges and locks, and alternative energy wave-power converters.
Filed Under: Cylinders & Actuators, News