
 The hydraulic cylinder, for the most part, is a simple contraption. A cylinder typically consists of a barrel, within which is installed a piston, itself looking like a metal hockey puck with rings grooved around its circumference and a thread tapped into its center. Attached to this thread is the piston rod, with the opposite end of the rod protruding from the barrel. The cylinder won’t do anyone much good unless you close either end to contain the pressurized fluid, so a cap is added to the bottom. The head is attached to the side with the rod sticking out, and as you can imagine, it requires a hole through which the rod can extend. This is your basic hydraulic cylinder, aside from a few intricacies to make it function well.
The hydraulic cylinder, for the most part, is a simple contraption. A cylinder typically consists of a barrel, within which is installed a piston, itself looking like a metal hockey puck with rings grooved around its circumference and a thread tapped into its center. Attached to this thread is the piston rod, with the opposite end of the rod protruding from the barrel. The cylinder won’t do anyone much good unless you close either end to contain the pressurized fluid, so a cap is added to the bottom. The head is attached to the side with the rod sticking out, and as you can imagine, it requires a hole through which the rod can extend. This is your basic hydraulic cylinder, aside from a few intricacies to make it function well.
So if a hydraulic cylinder is so simple, how can it go so wrong? During my stint in outside sales, part of my job description was to aid customers in hydraulic troubleshooting during machine breakdown. My services were required more often than I would have liked, and this is because there are so few individuals trained in the black arts of hydraulic troubleshooting; a problem that is only worsening with the rate of retirees removing their knowledge from the workforce.
I was called in by one of the top automotive parts suppliers to look at a problem they were having on a Reaction Injection Molding Press, or RIM Press as it was affectionately called. It was used to manufacture bumper covers by injecting two chemicals into the dies, where a reaction solidifies the compound into rigid plastic. This machine was not for the faint of heart, to say the least. Its hydraulic circuit took up no less than six drawings to cover its entirety. It had five pumps attached to a double-shaft motor; four electronically controlled load-sensing pumps and a dedicated pilot pump.
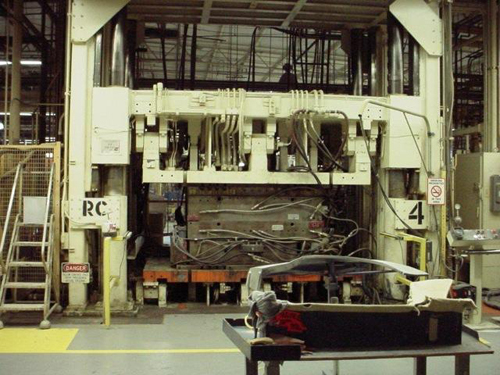
While not the exact same model as in this application, troubleshooting a hydraulic system on a RIM press like this can be challenging because of its sheer size and complexity.
The RIM Press had a main manifold to control the major functions, with a combination of high-flow slip-in cartridge valves, stack valves and various sub-circuit manifolds. There was even a dedicated manifold with 125-gpm servovalves for the cylinders operating the lance injectors, which meter the two chemicals required for the process to an exact ratio only capable through the accuracy of servovalves.
The dies are held fast during the injection phase of machine operation by three 8-in. bore long-stroke cylinders. They keep the dies clamped closed, and they provide 500 tons of force to contain the plastic within the mold to ensure consistent, quality parts. These three cylinders also lift the platen to allow the bumper covers to be removed from the dies.
Upon arriving to the site, I spoke with their best maintenance guys who specialized in hydraulics and controls. It seemed the RIM Press was able to operate in all of its functions, but was not able to achieve sufficient tonnage to start the injection process. Pressure transducers were not sensing adequate pressure reaching the three press cylinders, so the PLC prevented the injection sequence from starting.
A logical starting point when pressure is insufficient is at the pumps. In this particular circuit, only one of the four primary pumps operated during the mold clamping stage. Each pump alone is capable of 45 gpm, but only the one pump is required to compensate for leakage during this stage, and being an electronically controlled pressure compensated pump, it will only flow what is required to maintain standby pressure. A test point after the pump confirmed we were only able to achieve about 1000 psi during the clamping stage, vastly reduced from the target of 3000 psi required to maintain 500 tons of clamping force.
I asked the technician to remove the case drain line on the suspicious pump. My aim was to observe the rate of case drain flow, because a worn pump will often bypass excessively, preventing full flow and pressure to be achieved downstream. Upon observation, it seemed case drain flow was the normal trickle, so we ruled out the pump. But still, something didn’t seem right.
I next asked the technician if they had a flow meter to install at the pump, which they did. Apparently each of the four primary pumps previously had a permanently installed flow meter, but they were experiencing reliability issues as one of the meters would self-destruct every couple months, so they were removed. After restarting the machine and cycling the functions, we confirmed the pump was able to reach just about 45 gpm and 3000 psi during most operations.
To our continued disappointment, once the clamp stage was reached, pressure once again dropped to just 1000 psi, and interestingly only 30 gpm. I quickly realized the electronic pump control had reduced swashplate angle to reduce flow and save energy for the clamping stage, since the full 45 gpm was not required to compensate for leakage. For funsies, I asked the controls technician to ramp up pump flow from the PLC. We were able to hit about 40 gpm, but pressure didn’t get much higher than 1200 psi, so I told him to switch back to the previous settings, as our problem did not appear to be with the pump.
At this point, I was a little dejected. The obvious starting point to my troubleshooting yielded nothing, which meant I had to scour the six drawings to try to explain the problem being experienced. I’m pretty good with hydraulic circuits and troubleshooting, but it takes time to wrap your head around circuits this complex, so I went back to the office to make some photocopies I could write on with highlighters, and then discuss the issue with the more experienced guys on our team. After a couple hours of discussion, I headed back to the plant to try some new tactics for discovering our problem component.
I brought back with me my laser thermometer. If you don’t have one of these, I suggest you run out to buy one after reading this article. They’re so invaluable in hydraulic troubleshooting when you understand that any fluid being lost before doing useful work is wasted as pure heat. Find your heat source, and you find your leakage source. Or at least that’s the plan.
My next suspicious component after the pump was the relief valve. It had a tricky slip-in cartridge style relief valve with a multi-pressure solenoid operated pilot. I aimed my laser at various points on the relief valve and its pilot, and got readings only 10-20°F above the machine’s well-controlled 120° limit. During regular operation, some functions would see some flow across the relief valve, so this temperature was of no worry except that it was another dead end.
Because the press functioned completely normally except for the lack of clamping tonnage, I didn’t suspect any of the control valves related to this function. This left my last suspect in the police line-up; the cylinders themselves. I was at a crossroads, because every other lead in this case was cold, but I just couldn’t imagine where the 30 gpm from the pump was going … I mean, the cylinders couldn’t be leaking at that rate, could they?
Without consulting their team about my suspicion, because hey, I’m still trying to look like a hero here, I had a technician climb up to the top of the machine (which was a good 25 ft up), and asked that he point the laser thermometer at various point of the barrels of the cylinders. Each of the first two cylinders showed only marginally more than the 120° of the rest of the system. However, upon measuring the third cylinder, the reading came back at 170° F. If I had a microphone in my hand at that moment, I would have reached my arm out, opened my palm and let it drop to the floor.
After a good twelve hours on site, we finally nailed the problem as leaking seals on just one of the three press cylinders. If you, like me, were at first confused at how a leaking cylinder seal could still flow 30 gpm at 1000 psi, then I ask you run the calculations. An 8-in. bore cylinder has around 0.008-in. clearance between the piston and barrel, which puts the piston itself at around 7.984 in. By doing the math to calculate area (you know, the ol’ “pi R square” calculation?), you will arrive at about 0.200 in. diametrical area clearance between the piston and cylinder wall. I kid you not, because it’s been a few years since this customer’s problem occurred, but upon plotting out a 0.200 in. orifice at 1000 psi of pressure drop as I write this article, I arrive at around 30 gpm; the exact amount of flow the pump was providing, at the exact pressure it was creating.
This was by far, the most difficult hydraulic cylinder application I’ve ever come across. Because it was counter-intuitive that so much leakage could occur through a cylinder, it was unfortunately the last place I looked. Regardless, my troubleshooting methodology was sound, and I wouldn’t have changed the sequence of testing for component failure, but I’ll forever remember this event and the work involved with discovering the truth.
Filed Under: Cylinders & Actuators